Назначение сверления. Сверление, зенкование и развертывание сущность процесса сверления
13G. Что такое сверление и на чем оно основано?
Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента - сверла, которое в процессе сверления одновременно имеет вращательное и поступательное движение вдоль оси просверливаемого отверстия.
137. Где используется сверление?
Сверление в первую очередь применяется при выполнении отверстий в деталях, соединяемых при сборке.
138 Какими видами обработки получают круглые отверстия в материале в зависимости от требуемой точности?
В зависимости от требуемой степени точности используют следующие виды обработки: сверление, рассверливание, зенкерование, развертывание, расточку, зенкование, зацентровывание.
139. Какие виды работ выполняют на сверлильных станках?
На сверлильных станках можно выполнять следующие операции: сверление, рассверливание на больший диаметр ранее просверленного отверстия, зенкерование, развертывание, торцевание, цекование, зенкование, нарезание резьб.
140. В каких случаях инструмент (сверло) делает вращательное и поступательное движения, а когда - только поступательное?
Сверло выполняет вращательное н поступательное движение при работе на сверлильном станке, при этом обрабатываемая деталь неподвижна. Обработка деталей на токарном станке, автомате или револьверном станке выполняется при вращении детали, а инструмент совершает только поступательное движение.
141. Назвать инструменты и приспособления для сверления.
Для выполнения операции сверления используются сверла с коническим или цилиндрическим хвостовиком, конусные переходные втулки, клинья для выбивания сверла, сверлильные самоцентрирующие патроны двух - и трехщековые, рукоятки для крепления сверл в патронах, быстрозажимные патроны, патроны пружинные с автоматическим отключением сверла, машинные тиски, коробки, призмы, прихваты, угольники, ручные тиски, наклонные столы, а также разного вида приспособления, ручные и механические сверлильные станки и дрели.
142. Назвать виды сверлильных станков.
Различают сверлильные станки с ручным и механическим приводом. К ручным сверлильным станкам с ручным приводом относятся: коловороты, дрели, сверлильные трещотки и ручные сверлильные верстачные станки. К ручным сверлильным станкам с механическим приводом относятся электрические и пенвматические дрели, позволяющие при использовании специальных хвостовиков сверлить отверстия в труднодоступных местах.
К сверлильным станкам с механическим приводом относятся вертикально-сверлильные, радиально-сверлильнке, горизонтально-расточные и специальные сверлильные станки. Вертикально-сверлильные станки могут иметь устройства для применения многошпиндельных головок. Специальные сверлильные могут быть агрегатными, многопозиционными и многошпиндельиыми.
143 Какие преимущества имеет вертикально-сверлильный станок?
Вертикально-сверлильный станок отличается от других сверлильных станков тем, что имеет станину с вертикальным расположением направляющих, по которой может перемещаться стол станка. Кроме того, он имеет механизм подачи, насос для подачи охлаждающей жидкости, а также коробки скоростей для получения разных частот вращения сверлильного шпинделя станка.
144. Назвать максимальные диаметры сверл, которыми можно сверлить отверстия па обычных видах сверлильных станков.
На вертикально-сверлильных станках (в зависимости от типа) можно сверлить отверстия сверлами диаметром до 75 мм, на верстачных сверлильных станках - сверлами диаметром до 15 мм, на настольных сверлильных станках - сверлами диаметром до 6 мм. Ручными электрическими сверлильными дрелями (в зависимости от типа) можно сверлить отверстия диаметром до 25 мм, ручными пневматическими сверлильными машинами - сверлами диаметром до 6 мм.
145. В каких случаях используется сверлильная трещотка?
Сверлильные трещотки используют для сверления отверстий в труднодоступных местах в стальных конструкциях. Ручной привод, обеспечиваемый колебательным движением рычага трещотки, создает вращение сверла и ею подачу вдоль оси отверстия.
Недостатком сверления трещоткой является малая производительность и большая трудоемкость процесса.
146. Что такое сверло?
Сверло - это режущий инструмент, которым выполняют цилиндрические отверстия (рис. 23).
147. Назвать виды сверл в зависимости от их конструкции. 61
По конструктивному оформлению режущей части сверла делятся на перовые, с прямыми канавками, спиральные с винтовыми канавками, для глубокого сверления, центровочные и специальные.
148. Назвать виды спиральных сверл в зависимости от их выполнения.
Спиральные сверла в зависимости от их выполнения делятся на скрученные, фрезерованные, литые (для больших
Диаметров), с пластинками из сплавов карбидов металлов и сварные.
149. Из какой стали изготовляют сверла?
Сверла изготовляют из инструментальной углеродистой стали У10А, У12А, легированной 9ХС или из быстрорежущей стали Р18, Р9, РЭМ. Используются часто сверла, облицованные пластинками из сплавов карбидов вольфрама и титана.
150 Какого класса точности получаются отверстия, выполненные спиральным сверлом?
Спиральным сверлом выполняют отверстия, к которым предъявляются требования по точности, отверстия, предназначенные для дальнейшей обработки развертыванием» 62
|
Точность обработки |
|||
|
СТ-СЭВ 144-75 |
|||
|
Способ выполнения отверстия |
|||
|
Точности |
Число единиц допуска |
Квалитет |
|
|
Сверление без кондуктора |
|||
|
Диаметр до 30 мм - сверление по кондуктору; сверление и зенкерова - ние. Диаметр свыше 30 мм - сверление и зенкерование; сверление и расточка резцом |
|||
|
Для стали (диаметр до 20 мм) и для |
|||
|
Чугуна (диаметр до 25 мм) - сверление и развертывание. Для стали {диаметр свыше 20 мм) и для чугуна (диаметр свыше 25 мм) - сверление, расточка резцом или. зенкерование и развертывание; сверление и две расточки резцом; спсрление, зенкерова - нне и шлифование; сверление и протягивание |
|||
|
Диаметр до 12 мм - сверление и одно- |
|||
|
Или двукратное развертывание. Диаметр выше 12 мм - сверление; зенкерование и одно - или двукратное развертывание; сверление и протяги |
|||
|
Вание; сверление, зенкерование и шлифование; сверление, зенкерование |
|||
|
Й раскатывание |
|||
|
Сверление, зенкерование и завершающие операции: алмазная раскатка и тонкая расточка |
Расточкой или протягиванием, отверстия под нарезания резьб (табл. 7).
151. Из каких элементов состоит спиральное сверло? Спиральное сверло состоит из хвостовика и рабочей
Части, которая делится на направляющую и режущую части. Между направляющей частью и хвостовиком находится шейка.
152. Что такое хвостовик и для чего он служит? Хвостовик - это часть сверла цилиндрической или конусной формы (сверла по дереву имеют четырехгранный конический хвостовик), которая служит для закрепления
Сверла при конической форме в конических переходных втулках с конусом Морзе, а при цилиндрической - в двух - или трех кулачковом сверлильном патроне. Концевые втулки и сверлильный патрон закрепляются в отверстии шпинделя. Конусные хвостовики заканчиваются лапкой, которая служит для выбивания сверла из шпинделя или конусной переходной втулки. Цилиндрический хвостовик заканчивается поводком. Для сверления отверстий сверлильными трещотками или ручными коловоротами используются чаще всего сверла с квадратными хвостовиками. Сверла с цилиндрическим хвостовиком обычно имеют малые диаметры (до 20-30 мм).
153. Описать направляющую часть сверла.
Направляющая часть сверла - это часть, находящаяся
Между шейкой и режущей частью. Она служит для направления сверла вдоль оси отверстия. Направляющая часть имеет винтовые канавки для отвода стружки и стержень сверла. На наружной винтовой поверхности направляющей части сверла имеется ленточка.
154. Из каких элементов состоит рабочая часть сверла?
Рабочая часть сверла состоит из направляющей и режущей частей.
155. Что такое ленточка сверла?
Ленточкой называется узкий поясок вдоль винтовой канавки, плавно сбегающий к хвостовику. Цель ленточки - принять на себя часть трения сверла о стенки отверстия, появляющегося во время вхождения инструмента в материал. Диаметр сверла измеряется по расстоянию между ленточками.
156. Что такое режущая часть спирального сверла?
Режущая часть спирального сверла состоит из двух режущих граней, соединенных третьей гранью - так называемой поперечной перемычкой.
157. От чего зависит величина угла при вершине сверла?
Величина угла наклона винтовой канавки сверла зависит от вида обрабатываемого материала (табл. 8).
158. Какое влияние оказывает на резание усилие подачи во время сверления?
Процесс резания металла режущей кромкой осуществляется путем врезания ее в металл, под действием вращения сверла и его осевой подачи. Величина угла режущей кромки определяется углом наклона винтовой линии и зад - 64
Ним углом заточки сверла. Величина необходимого усилия подачи и сила резания определяются величиной переднего и заднего углов резания и величиной поперечной кромки. Уменьшить необходимое усилие подачи при сверлении можно за Счет подточки поперечной кромки (перемычки) и выбора для данного материала оптимального угла резания.
159. Что следует сделать со сверлом, если оно плохо сверлит?
Если сверло плохо сверлит, его следует заточить. Заточку можно выполнять вручную или машинным способом.
Правильная заточка сверла дает возможность получать необходимые углы, удлиняет срок службы сверла, уменьшает усилия, а также дает возможность получать правильно выполненные отверстия.
Подбор необходимых для данного материала углов резания и заточка на специальных заточных станках для сверл обеспечивают получение правильных углов заточки и положение поперечной кромки в центре сверла. После заточки можно проверить углы заточки с помощью угломера или шаблона.
160. Описать перовое сверло.
Перовые сверла (рис. 23, б) обычно изготовляются из углеродистой инструментальной стали У10А или У12А, В этих сверлах различают следующие элементы: двусторонняя режущая часть с углом 116°, односторонняя - с углом 90-120°, направляющая часть с углом 100-110°, конусная рабочая часть, шейка и хвостовик.
Двусторонняя режущая часть обеспечивает рабочее движение при вращении сверла в обе стороны. Односторонняя режущая часть обеспечивает работу сверла только в одном направлении. 65
Недостатком этих сверл является отсутствие направляющей и изменение диаметра при каждой заточке. Применяются для отверстий малого диаметра, которые не требуют высокой точности исполнения.
Перовые сверла с удлиненной направляющей частью обеспечивают лучшее направление и более точный размер отверстия, дают возможность получать одинаковый диаметр до тех пор, пока не сошлифуется направляющая часть. Однако эти сверла малопроизводительны.
161. Что такое подача сверла?
Подача сверла - это его осевое перемещение, мм, в материале во время выполнения одного полного оборота вдоль собственной оси сверла.
162. Что такое глубина резания?
Снятый слом материала характеризует толщина снятого слоя, выражающаяся формулой t = у мм, где t - глубина
Резания, d-диаметр сверла.
163. Что такое скорость резания?
Скорость резания при сверлении - это окружная скорость на ленточке сверла, м/мин, выражающаяся формулой
Где d- диаметр сверла; п - частота вращения сверла в минуту.
164. Что следует сделать перед тем, как приступить к сверлению?
Перед тем, как приступить к сверлению, нужно соответствующим образом подготовить материал (разметить и обозначить места сверления), инструмент и сверлильный станок. После закрепления и проверки установки детали на столе сверлильного станка или в другом приспособлении, а также после закрепления сверла в шпинделе станка приступают к сверлению согласно инструкции и требованиям безопасности труда. Нельзя забывать об охлаждении сверла.
165. Назвать дефекты при сверлении.
Дефекты в процессе сверления бывают разные: это может быть поломка сверла, выкрашивание режущих кромок, отклонение сверла от оси отверстия и т. д.
В табл. 9 указаны виды дефектов, причины их возникновения, а также способы устранения этих дефектов, 66
В ряде случаев кондукторные плиты имеют отверстия без кондукторных втулок.
167. Какова цель охлаждения при сверлении и какие охлаждающие жидкости используются?
Смазочно-охлаждающая жидкость (СОЖ) выполняет три основных функций: является смазкой для уменьшения трения между режущим инструментом, сверлом, металлом детали и стружки; является охлаждающей средой, интенсивно отводящей тепло, возникающее в зоне резания, и облегчает удаление стружки из этой зоны.
СОЖ применяются при всех видах обработки металла резанием.
Хорошая СОЖ не вызывает корродирования инструмента, приспособления и детали, не оказывает вредного влияния на кожу человека, не имеет неприятного запаха и хорошо отводит тепло. При сверлении отверстий в стали используется водный раствор мыла, 5%-ный раствор эмульсии Э-2 или ®ЭТ-2, при сверлении в алюминии -5%-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное» - 50%, керосин - 50%. При сверлении мелких отверстий в чугуне СОЖ не используют. При сверлении в чугуне глубоких отверстий используется сжатый воздух или 1,5%-ный раствор эмульсии Э-2 или ЭТ-2. При сверлении меди и сплавов на ее основе применяется 5%-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное».
168. Каким образом выполняются в металле отверстия диаметром более 30 мм?
Чтобы получить в металле или детали отверстия с диаметром выше 30 мм, следует применить двукратное сверление. Первая операция выполняется сверлом диаметром 10-12 мм, а затем - сверлом требуемого диаметра (рассверливание). При сверлении с двумя рассверливаниями или сверлении, рассверливании и зенковании значительно снижаются усилия резания и время выполнения операций.
169. Каким образом удаляется из отверстия в металле сломанное сверло?
Удалить из просверливаемого отверстия сломанное сверло можно путем вывертывания его в сторону, обратную спирали сломанной части, щипцами, если имеется выступающая часть сверла. Если сломанное сверло находится внутри материала, то нагревают просверливаемую деталь вместе со сверлом до покраснения, а затем постепенно охлаждают. Отпущенное сверло можно выкрутить специальным приспособлением
170. Какой инструмент называют центровочным сверлом?
Центровочным сверлом называют инструмент, используемый для выполнения центровых отверстий в торцевых поверхностях валов. Различают два вида центровочных сверл: для обычных центровых отверстий без предохранительного конуса и для центровых отверстий с предохранительным конусом (рис. 25). Нормализованным углом обычного центровочного сверла является 60°, а с предохранительным конусом - 60 и 120°.
На больших и тяжелых валах центровое углубление с торцев выполняется аа три операции: сверление, зенкование на 60° и зенкованій предохранительного конуса на 120°.
171. Каким инструментом и когда выполняется зенкерование?

Зенкерование - это увеличение диаметра ранее просверленного отверстия или создание дополнительных поверхностей. Для этой операции служат зенкеры, режущая часть которых имеет цилиндрическую, конусную, торцевую или фасонную поверхности (рис. 26). Цель зенкерования - создать соответствующие посадочные места в отверстиях для головок заклепок, винтов или болтов, или выравнивание торцевых поверхностей.
Зенкеры могут быть сплошными и с приваренным хвостовиком.
172. Из каких материалов выполняется зенкер?
Зенкер выполняется из углеродистой инструментальной стали УЮА, У12А, легированной стали 9ХС или быстрорежущей стали Р9, Р12. Они могут иметь напаянные режущие пластинки из твердых сплавов. Хвостовики зенкеров и корпуса наборных зенкеров делаются из стали 45 или
173. Назвать виды зенкеров.
Зенкеры могут быть сплошными цилиндрическими, коническими, фасонными, сварными с приваренным хвостовиком, насадными сплошными и насадными сборными. Зенкеры малых диаметров делаются обычно сплошными, а больших диаметров - сварными или насадными. Конусные зенкеры имеют углы при вершине 60, 75, 90 и 120°.
174. Что такое развертка и когда она применяется? Развертка - это многолезвийный режущий инструмент,
Используемый для окончательной обработки отверстий с целью получения отверстия высокой степени точности и с поверхностью незначительной шероховатости.
Развертки подразделяются на черновые и чистовые. Окончательным развертыванием достигается точность 2-го- 3-го класса (10-го-7-го квалитета на ЕСДП СЭВ), а при особо тщательном выполнении - 1-го класса (6-го-5-го квалитета) при шероховатости поверхности 7-го-8-го класса чистоты (Ra= 1,25...0,32 мкм).
175. Каким должен быть диаметр отверстия до развертывания?
Развертывание дает окончательный размер отверстия, требуемый по чертежу. Диаметр отверстия под развертывание должен быть меньше окончательного на величину припуска на развертывание (табл. 10).
|
10. Припуск на диаметр под развертывание после сверла, резца или зенкера, мм |
176. Назвать виды и типы разверток.
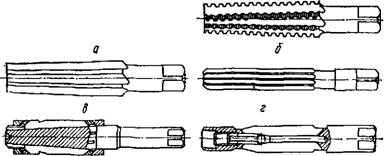
Различают следующие виды разверток: по способу использования - ручные и машинные, по форме - с цилиндрической или конической рабочей частью, по точности обработки - черновые и чистовые, по конструкции - с цилиндрическим хвостовиком, с коническим (конус Морзе) хвостовиком и насадные. Насадные развертки могут быть цельными, со вставными ножами и плавающие. Ручные развертки могут быть цельными и разжимными. Развертки могут иметь простые и винтовые зубья. На рис. 27 представлены ручные развертки.
177. Какое количество зубьев у разверток с прямыми зубьями?
Число зубьев развертки зависит от ее диаметра и назначения. Так, для разверток повышенной точности и при обработке хрупких материалов (чугуна, бронзы) число
В остальных случаях
Г = 1,51/0 + 2,
Где D - диаметр развертки, мм. Число зубьев у ручных и машинных разверток с прямыми зубьями чаще всего четное (например, 8, 10, 12, 14).
178. Назвать направления режущих кромок в спиральных развертках.
Развертки со спиральными зубьями имеют режущие части лево - и правосторонние.
179. Когда используются разжимные и регулируемые развертки?
Разжимные и регулируемые развертки используются при ремонтных работах для развертывания отверстий, которые имеют разный допуск, а также для минимального увеличения уже окончательно выполненного отверстия.
180. Что входит в комплект конических разверток для получения гнезд с конусом Морзе?
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
181. Где используются котельные развертки?
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
182. Где закрепляются хвостовики ручных трехперых
Разверток?
Трехперые ручные развертки закрепляются в постоянных или регулируемых державках.
183. Почему развертки имеют разный шаг режущих крбЬкж?
С целью улучшения качества отверстия и предупреждения его гранённости, Зубья по окружности располагаются н§ разном расстоянии один от другого, т. е. применяется неравномерный шаг.
184. Из каких элементов состоит развертка? Развертка имеет следующие элементы: рабочую часть,
Шейку и хвостовик (конусный или цилиндрический).
185. Назвать СОЖ, используемые при развертывании отверстии в различных материалах.
В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
СОЖ используются для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента.
186. Из каких материалов делают развертки?
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки 74
ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приварными хвостовиками из стали 45. Корпуса сборных разверток, а также регулируемых и насадных делаются из конструкционных сталей.
187, Что такое пробойник и в каких случаях пробиваются отверстия?
Пробойник фис. 28) - это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковим отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Пробивание отверстия выполняется тогда, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность отверстия.
188. Какие требования техники безопасности следует выполнять при работе на сверлильных станках?
Сверлильный станок необходимо включать и работать на нем в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с требованиями техники безопасности труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор, особенно женщинам.
Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживааощая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного
Станка нельзя придерживать или тормозить шпиндель, менять скорости и подачи, очищать стол или деталь от стружки.
Сверло нужно охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками. Сверлильный станок нужно включать или останавливать сухими руками. Все поломки, которые можно устранить, должен устранять обученный этому работник. Перед тем, как приступить к работе, следует проверить техническое состояние сверлильного станка и инструментов.
Сверлением называется процесс образования отверстий в сплошном материале режущим инструментом - сверлом. Сверление применяется: для получения не ответственных отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки и т. д.;
для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.

Сверлением и рассверливанием можно получить отверстие 10-го, в отдельных случаях 11-го квалитета и шероховатость поверхности 320 80. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором.
По конструкции и назначению различают сверла: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные и др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Спиральное сверло (рис. 179, а, 6, в) - двух зубый (двухлезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Рабочая часть сверла в свою очередь состоит из цилиндрической (направляющей) и режущей частей. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение - отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки (рис. 180).
Форма канавки и угол наклона со (омега) между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров - больше. Угол наклона винтовой канавки сверла составляет 18 - 45°. Для сверления стали пользуются сверлами с углом наклона канавки 26 - 30°, для сверления хрупких металлов (латунь, бронза) - 22 - 25°, для сверления легких и вязких металлов - 40 - 45°, при обработке алюминия, дюралюминия и электрона - 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,1 до 0,3 мм на каждые 100 мм длины сверла.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем равна 0,13 диаметра сверла).
Линия пересечения передней поверхности с поверхностью ленточки образует кромку ленточки.
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
Угол между режущими кромками - угол при вершине сверла 2φ оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла.
Величина этого угла выбирается в зависимости от твердости обрабатываемого материала (град):

На рис. 181 показаны углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя - боковой поверхностью конуса. Геометрические параметры режущей части сверла показаны на рис. 182 (см. сечение N-N).
Передним углом γ (гамма) называют угол, заключенный между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности (или передней грани).
Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода.
С увеличением переднего угла улучшаются условия работы инструмента, уменьшается усилие резания, повышается стойкость. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод тепла, что приводит к быстрому нагреву и потере твердости. Поэтому для каждого инструмента приняты определенные значения переднего угла. Передние углы меньше при обработке твердых и прочных материалов, а также при меньшей прочности инструментальной стали. В данном случае для снятия стружки требуются большие усилия и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше.
Задний угол α (альфа) - это угол наклона задней поверхности, образуемый касательной к задней поверхности (или задней грани) и касательной к обрабатываемой поверхности. Задний угол дается для уменьшения трения задней поверхности (или задней грани) об обрабатываемую поверхность.
При слишком малых углах а повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод тепла.
Передние и задние углы сверла в разных точках режущей кромки имеют разную величину; для точек, расположенных ближе к наружной поверхности сверла, передний угол больше, и наоборот, для точек, расположенных ближе к центру, передний угол меньше. Если у периферии сверла (наружный диаметр) он имеет наибольшую величину (25 - 30°), то по мере приближения к вершине сверла уменьшается до величины, близкой к нулю.
Как и передний, задний угол сверла изменяется по величине для разных точек режущей кромки: для точек, расположенных ближе к наружной поверхности сверла, задний угол меньше, а для точек, расположенных ближе к центру, - больше.



Угол заострения β образуется пересечением передней и задней поверхностей.
Величина угла заострения β (бета) зависит от выбранных значений переднего и заднего углов, поскольку
α + β + γ = 90°.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка при помощи специальных патронов. На конце конического хвостовика имеется лапка (см. рис. 179, а), не позволяющая сверлу провертываться в шпинделе и служащая упором при выбивании сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок (см. рис. 179, 6), предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя.
Шейка сверла, соединяющая рабочую часть с хвостовиком,"имеет меньший диаметр, чем диаметр рабочей части, служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла.
Спиральные сверла изготовляются из углеродистой инструментальной стали У10 и У12А, легированной стали (хромистой марки 9Х и хромокремнистой 9ХС), быстрорежущей Р9, Р18.
Для изготовления сверл все шире применяют металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6. Наиболее распространенными являются спиральные сверла из быстрорежущей стали.


Сверла, оснащенные пластинками из твердых сплавов (рис. 183, а, 6), находят широкое применение при сверлении и рассверливании чугуна, закаленной стали, пластмасс, стекла, мрамора и других твердых материалов.
По сравнению со сверлами, изготовленными из инструментальных углеродистых сталей, они имеют значительно меньшую длину рабочей части, большой диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойкостью и обеспечивают высокую производительность труда.
Существует несколько типов сверл диаметром от 5 до 30 мм, оснащенных твердыми сплавами типа ВК. Корпуса этих сверл изготовляются из стали марок Р9, 9ХС и 40Х.
Сверла с винтовыми канавками обеспечивают значительно лучший выход стружки из отверстии, особенно при сверлении вязких металлов. Это достигается благодаря тому, что на длине 1,5 -2 диаметра сверла винтовая канавка прямая, а далее к хвостовой части сверла винтовая.
Сверла с прямыми канавками применяют при сверлении отверстий в хрупких металлах. Они проще в изготовлении, но для сверления глубоких отверстий эти сверла применять нельзя, так как затрудняется выход стружки из отверстия.
Сверла с косыми канавками применяют для сверления неглубоких отверстий, так как длина канавок для выхода стружки у них очень мала.
Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам сверла (рис. 183, в) предназначаются для сверления глубоких отверстий в неблагоприятных условиях. Эти сверла имеют повышенную стойкость, так как охлаждающая жидкость, подаваемая под давлением 10 - 20 кгс/см 2 в пространство между наружной поверхностью сверла и стенками отверстия, обеспечивает охлаждение режущих кромок и облегчает удаление стружки.

Сверло крепят в специальном патроне, обеспечивающем подвод охлаждающей жидкости к отверстию в хвостовой части сверла. Эти сверла особенно эффективны при работе с жаропрочными материалами.
При сверлении отверстий сверлами со сквозными каналами режим резания повышается в 2 - 3 раза, а стойкость инструмента - в 5 - 6 раз. Сверление таким способом осуществляют на специальных станках в специальных патронах (рис. 184).
Твердосплавные монолитные сверла предназначены для обработки жаропрочных сталей. Эти типы сверл могут быть применены для работы на сверлильных машинах (материалом служит твердый сплав ВК15М) и для работы на токарных металлорежущих станках (твердый сплав ВК10М).
Корпуса твердосплавных сверл изготовляют из стали Р9, 9ХС, 40Х, 45Х. В сверлах прорезается паз под пластинку из твердого сплава, которую закрепляют медным или латунным припоем.
Комбинированные сверла, например сверло-зенковка, сверло-развертка, сверло-метчик, применяют для одновременного сверления и зенкования, сверления и развертывания или сверления и нарезания резьбы.
Центровочные сверла служат для получения центровых отверстий в различных заготовках. Их изготовляют без предохранительного конуса (рис. 185, а) и с предохранительным конусом (рис. 185, б).
Перовые сверла наиболее просты в изготовлении, применяются для сверления неответственных отверстий диаметром до 25 мм, главным образом при обработке твердых поковок и отливок, ступенчатых и фасонных отверстий. Сверление, как правило, осуществляют трещотками и ручными дрелями.
Эти сверла изготовляют из инструментальной углеродистой стали У10, У12, У10А и У12А, а чаще всего из быстрорежущей стали Р9 и Р18.
Перовое сверло имеет форму лопатки с хвостовиком. Его режущая часть - треугольной формы с углами при вершине 2φ = 118 + 120° и задним углом α = 10÷20°.
Перовые сверла подразделяют на двусторонние (рис. 186, а) и односторонние (рис. 186, б), наиболее распространенными являются двусторонние. Угол заточки одностороннего перового сверла принимается для стали в пределах 75 - 90°, а для цветных металлов - 45 - 60°. Угол заточки двустороннего перового сверла принимается 120-135°.
Перовые сверла не допускают высоких скоростей резания и непригодны для сверления больших отверстий, так как стружка из отверстия не отводится, а вращается вместе со сверлом и царапает поверхность отверстия. Кроме того, в процессе работы сверло быстро тупится, изнашивается, теряет режущие качества и уходит в сторону от оси отверстия.
Сверлением называется процесс образования отверстий в сплошном материале с помощью инструмента, называемого сверлом.
Сверление отверстий - широко распространенная операция в слесарном деле. Применяется для соединения деталей болтами, винтами, заклепками или другими крепежными деталями; получения отверстий под последующее нарезание резьбы; удаления излишнего металла более производительными средствами, чем обрубание или опиливание; выполнения ряда ремонтно-сборочных работ (высверливание детали, которую невозможно выпрессовать и др.).
Рассверливанием называется процесс увеличения диаметра отверстия при помощи сверла.
В зависимости от функционального назначения отверстий они могут обрабатываться с различной степенью точности и иметь переменное сечение.
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла, и когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит образование элементов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, например чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных междусобой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различают следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки.Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через S и измеряется в мм/об. Сверло имеет две главные режущие кромки.
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной частоты и точности обработки, твердости обрабатываемого материала, прочности сверла и жесткости системы станок - инструмент - деталь.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза измеряется вдоль режущей кромки и равна ее длине.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла - с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Ро, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Р0 при сверлении и крутящий момент зависят от диаметра сверла D, величины подачи и свойств обрабатываемого материала.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, измеряется в минутах.
В процессе резания при сверлении выделяется большое количество тепла. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится по нормативам, действующим на заводе, или по справочникам в следующем порядке: выбирают подачу, затем подсчитывают скорость резания и по найденной скорости резания устанавливают число оборотов сверла. Затем выбранные элементы режима резания проверяют по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и т. д. пользуются готовыми данными технологических карт.
Если приходится сверлить глухое отверстие на определенную глубину, следует после установки и выверки обрабатываемой детали подвести сверло к поверхности детали так, чтобы оно соприкасалось с ней, и в этом положении установить на нуль имеющуюся на станке линейку (рис. а). Следя в процессе сверления за линейкой, можно определить в любой момент, насколько углубилось сверло в металл.
Другим способом наладки при сверлении на заданную глубину является установка и закрепление на сверле втулки-упора 1 (рис. б). Когда втулка дойдет до поверхности детали 2, это значит, что сверло просверлило отверстие на требуемую глубину.
 При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
При сверлении глубоких отверстий необходимо время от времени выводить сверло из отверстия, чтобы удалить из него стружку. Этим облегчается сверление и улучшается чистота обработки поверхности отверстия.
а - сверление глухого отверстия по линейке, б - сверление по втулке-упору: 1 - втулка-упор, 2 - деталь
Если требуется обработать неполное отверстие, расположенное сбоку детали, две детали 4 и 5 (рис. б) устанавливают вместе или устанавливают деталь 1 с прокладкой 3 (рис. а) и сверлят отверстия сверлом 2.
При сверлении глухого отверстия сбоку цилиндрической поверхности детали (рис. в) сначала перпендикулярно оси сверления обрабатывают площадку, после чего сверлят отверстие. Если этого не сделать, сверло может сломаться. При сверлении точных отверстий больших диаметров необходимо предварительно просверлить отверстия сверлом малого диаметра.



Рис. Установка деталей при сверлении:
а - одной детали, б - двух деталей вместе, в - цилиндрических деталей
В каждом конкретном случае для обработки применяются различные инструменты. Изготовление отверстий производится на сверлильных станках. Закреплённому в патроне станка инструменту сообщается вращательное и поступательное движение. Для формирования отверстия необходимой формы применяются следующие инструменты: сверло, зенкер, развёртка, мечик.
Типы свёрл
Свёрла по своим конструктивным особенностям и назначению подразделяются на спиральные, центровые и специальные.
Спиральные свёрла наиболее широко используются для обработки отверстий в сплошном материале и для рассверливания отверстий. Спиральное сверло - двузубый (двулезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Он предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
![]() Конус Морзе
Конус Морзе
![]()
Спиральное сверло Спиральное сверло
с коническим хвостовиком с цилиндрическим хвостовиком
 Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке (рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).
Свёрла с коническим хвостовиком крепятся непосредственно в шпинделе сверлильного станка или переходной конической втулке (рис. а,б). Свёрла с цилиндрическим хвостовиком крепятся в кулачковом или цанговом патронах (рис. в,г).
Свёрла с цилиндрическим хвостовикомимеют две винтовые канавки, расположенные одна против другой. Их назначение - отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки.
Форма канавки и угол наклона ω между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров - больше. Угол наклона винтовой канавки сверла составляет 18 - 45°. Для сверления стали пользуются сверлами с углом наклона канавки 18 - 30°, для сверления хрупких металлов (латунь, бронза) - 22 - 25°, для сверления легких и вязких металлов - 40 - 45°, при обработке алюминия, дюралюминия и электрона - 45°.
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко. Левые и правые сверла отличаются не только канавкой, а и направлением вращения при работе.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называют ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
 Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 - 0,15 мм на длине пластинки.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 - 0,15 мм на длине пластинки.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью.Геометрические параметры режущей части спирального сверла поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем 0,13 диаметра сверла).
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).
 Центровые свёрла
применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
Центровые свёрла
применяются для сверления центровых отверстий в деталях типа тел вращения. Отверстия используются для крепления и центровки заготовки с помощью конусов (центров) закреплённых в шпиндельной головке токарного станка и задней бабке.
 Специальные свёрла
применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Специальные свёрла
применяют для сверления глубоких отверстий. Сверла имеют центральный канал (3) (отверстие) через который подаётся охлаждающая жидкость и вымывается стружка из зоны резания. На Рис. (г) приведена конструкция однолезвийного сверла с напаянной режущей пластиной 1 и двумя направляющими пластинами 2. Сквозные отверстия большого диаметра обрабатывают кольцевыми свёрлами (рис. д), на торцах которых закреплены режущие пластины 4, ширина которых больше толщины стенок.
Зенкеры предназначены для обработки отверстий в литых и штампованных заготовках, а также для рассверливания предварительно обработанных отверстий. По конструктивным признакам зенкеры бывают цилиндрические (рис. а), конические (рис. б) и торцевые (рис. в). В отличие от сверла они имеют три или четыре режущих лезвия. Как и сверло, зенкер имеет рабочую зону 6 состоящую из режущей (заборной) части 1 и направляющей части 5. Хвостовик 4 имеет плоскую лапку 3 и связан с рабочей частью шейкой 2. По способу крепления зенкеры подразделяются на цельные, с коническим или цилиндрическим хвостовиком (рис. а,б) и насадные (рис. в).
Развёртки предназначены для окончательной обработки отверстий и обеспечивают точность и повышенную чистоту поверхности. В зависимости от формы обрабатываемого отверстия развёртки бывают цилиндрические Рис.6.19 (г) и конические Рис.6.19 (д), по способу крепления с коническим хвостовиком и насадные Рис.6.19 (е). В отличие от зенковок развёртки имеют от 6 до 12 главных режущих лезвий расположенных на режущей, конической, части 7, калибрующая часть 8 служит для центровки развёртки в отверстии и обеспечивает необходимую точность и чистоту поверхности.
Метчики
предназначены для нарезания внутреннихрезьб и изготавливают из быстрорежущей стали Р18 Рис.6.19 (ж). Метчиками нарезают как цилиндрическую, так и коническую резьбу. На внешней поверхности метчика изготовлена резьба с прорезанными продольными пазами для вывода стружки. Рабочая поверхность метчика имеет режущую часть 9 и калибрующую 10. Процесс формирования резьбы осуществляется в основном режущей частью метчика, калибрующая часть производит окончательную доводку резьбы до требуемой чистоты и точности профиля. По своему назначению метчики делятся на гаечные, машинные и ручные. 
Зенкеры, развертки, метчики
Сверление – это технологический процесс, предполагающий использование спиральных или других сверл. В результате применения этого режущего инструмента в заготовках или полуфабрикатах появляются отверстия заданного диаметра и требуемой глубины.
Во время сверления происходит образование стружки, которая представляет собой частицы металла, отделенные режущим инструментом.
При сверлении непосредственный процесс резания осуществляется с помощью комбинации двух движений режущего инструмента. Он перемещается по отношению к обрабатываемой детали поступательно вдоль оси вращения, на рабочей подаче.
Сверление на сегодняшний день является самым распространенным технологическим процессом, при помощи которого получают отверстия.
В общем объеме операций по механической обработке различных элементов конструкций, сверлению принадлежит довольно значительная доля. Дело в том, что в подавляющем большинстве деталей самых разнообразных машин и механизмов их конструкторами предусматривается наличие крепежных и посадочных отверстий.
Те отверстия, которые получают при помощи технологического процесса сверления, используются для того, чтобы через них соединять детали винтами, болтами, заклепками, шпильками и т.п., а также для того, чтобы производить в них нарезку резьбы.
Сверление сквозных и глухих отверстийЕсли внимательно посмотреть на детали различных машин и механизмов, то выяснится, что в них наличествует по большей части два типа отверстий: сквозные и глухие. Первые, как нетрудно догадаться, проходят через всю толщу детали, а вторые заглубляются только на определенное расстояние.
Когда сверлятся сквозные отверстия, то режущий инструмент, в момент выхода перемычки сверла, сопротивление процессу резания снижается, а значит необходимо существенно уменьшить усилие подачи, иначе сверло может опуститься чрезмерно резко, «захватить » с собой значительный слой материала, заклинить и сломаться.
Риск, что произойдет именно так, особенно велик при сверлении тонких деталей, отверстий, которые располагаются друг по отношению к другу под прямым углом, а также прерывистых отверстий. Именно по этой причине сверление сквозных отверстий происходит следующим образом: если технологический процесс предусматривает высокую скорость подачи, то перед выходом сверла из отверстия она существенно уменьшается. В тех случаях, когда подача режущего инструмента осуществляется вручную, она производится плавно и осторожно.
Есть свои особенности и при сверлении глухих отверстий . Заключаются они в том, каким именно образом определяется, на какую именно глубину должно погружаться сверло. С точки зрения технологии, глухие отверстия сверлятся одним из трех основных способов:
1) В тех случаях, когда оборудование, на котором происходит сверление глухого отверстия, имеет функцию остановки подачи режущего инструмента по достижении им определенной глубины, то задействуется именно она. При этом просто выставляется то значение глубины, на которую следует произвести сверление.
2) В тех случаях, когда оборудование не располагает такого рода функционалом, то для зажима режущего инструмента чаще всего используют патроны, которые оснащены регулируемыми упорами. Именно по ним и выставляется необходимая глубина сверления.
3) В тех случаях, когда не требуется достижения высокой точности глубины сверления, а патрона с упором нет в наличии, то изготавливают специальное приспособление, которое имеет форму втулки определенной длины и устанавливается на сверле в качестве упора. Еще проще просто сделать на режущем инструменте метку (скажем, с помощью мела или карандаша), и сверло погружается в материал только до нее.
Рассверливание отверстийРассверливание представляет собой технологическую операцию, производимую для увеличения диаметра ранее просверленных отверстий до определенной величины. Оно производится с помощью сверла большего диаметра.
В тех случаях, когда мощности оборудования недостаточно для сверления отверстий большого диаметра, то эта операция происходит в несколько этапов. Именно тогда чаще всего и используется рассверливание. Обычно оно производится тогда, когда диаметр итогового отверстия превышает 25 миллиметров.
Сначала засверливается отверстие сверлом, диаметр которого равен половине толщины перемычки второго сверла, которое впоследствии и используется для рассверливания. Это необходимо для того, чтобы существенно снизить осевое давление на режущий инструмент. Что касается режимов резания, то при рассверливании они в большинстве случаев бывают такими же, что и при сверлении.
Сверление представляет собой технологический процесс, для которого используется специальный режущий инструмент. С его помощью создаются другие поверхности деталей, имеющие предварительно заданные размеры, форму и качество.
Сущность процесса сверления
К атегория:
Сверление металла
Сущность процесса сверления
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла, совершающего вращательное и поступательное движения относительно своей оси.
Сверление применяется:
– для получения неответственных отверстий, невысокой степени точности и невысокого класса шероховатости, например под крепежные болты, заклепки, шпильки и т. д.;
– для получения отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами.
Сверлением и рассверливанием можно получить отверстие 10-го в отдельных случаях 11-го квалитета и шероховатость поверхности Rz - 320 -н 80. Когда требуется более высокое качество поверхности отверстия, его (после сверления) дополнительно зенкеруют и развертывают.
Точность сверления в отдельных случаях может быть повышена благодаря тщательному регулированию станка, правильно заточенному сверлу или сверлением через специальное приспособление, называемое кондуктором. Сверла разделяются на спиральные, с прямыми канавками, перовые, для глубокого, кольцевого сверления и центровочные (рис. 179).
Сверла изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твердых сплавов.
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Спиральное сверло - двузубый (двулезвийный) режущий инструмент, состоящий из двух основных частей: рабочей и хвостовика.
Рабочая часть сверла в свою очередь состоит из цилиндрической (калибрующей) и режущей части. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение - отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки.
Форма канавки и угол наклона ю (омега) между направлением оси сверла и касательной к ленточке должны быть такими, чтобы, не ослабляя сечения зуба, обеспечивалось достаточное стружечное пространство и легкий отвод стружки. Однако сверла (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляются. Поэтому у сверл малого диаметра этот угол делается меньше, для сверл больших диаметров - больше. Угол наклона винтовой канавки сверла составляет 18 - 45°. Для сверления стали пользуются сверлами с углом наклона канавки 18 - 30°, для сверления хрупких металлов (латунь, бронза) - 22 - 25°, для сверления легких и вязких металлов - 40 - 45°, при обработке алюминия, дюралюминия и электрона - 45°.

Рис. 1. Разновидности сверл: а, б - спиральные, в - с прямыми канавками, г - перовое, д - ружейное, е - однокромочное с внутренним отводом стружки для глубокого сверления, ж - двухкромочное для глубокого сверления, з - для кольцевого сверления, и - г центровочное
В зависимости от направления винтовых канавок спиральные сверла подразделяют на правые (канавка направлена по винтовой линии с подъемом слева направо, движение сверла во время работы происходит против хода часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, движение происходит по ходу часовой стрелки). Левые сверла применяют редко. Левые и правые сверла отличаются не только канавкой, а и направлением вращения при работе.
Расположенные вдоль винтовых канавок сверла две узкие полоски на цилиндрической поверхности сверла называют ленточками. Они служат для уменьшения трения сверла о стенки отверстия, направляют сверло в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла диаметром 0,25 - 0,5 мм выполняются без ленточек.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце у хвостовика. Разность этих диаметров составляет 0,03 - 0,12 мм на каждые 100 мм сверла. У сверл, оснащенных пластинками из твердых сплавов, обратная конусность применяется от 0,03 - 0,15 мм на длине пластинки.
Зуб - это выступающая с нижнего конца часть сверла, имеющая режущие кромки.
Зуб сверла имеет спинку, представляющую собой углубленную часть наружной поверхности зуба, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части.
Поверхность канавки, воспринимающая давление стружки, называется передней по-182. Геометрические параметры режущей части спирального сверла поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку. Линия, образованная пересечением задних поверхностей, представляет поперечную кромку. Ее величина зависит от диаметра сверла (в среднем 0,13 диаметра сверла).
Режущие кромки соединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки и к концу канавок (к хвостовику).

Рис. 2. Спиральные сверла (а, б), элементы сверла (в)

Рис. 3. Канавки и режущие кромки (а), углы (б) спирального сверла
На рис. 3 показаны углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя - боковой поверхностью конуса. Геометрические параметры режущей части сверла, показаны на рис. 4 (см. сечение N-N).
Передним углом у (гамма) называют угол заключенный между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности (или передней грани).
Наличие переднего угла облетает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода.
С увеличением переднего угла улучшаются условия работы инструмента, уменьшается усилие резания, повышается стойкость. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; ухудшается отвод теплоты, что приводит к быстрому нагреву и потере твердости. Поэтому для каждого инструмента приняты определенные значения переднего угла. Передние углы меньше при обработке твердых и прочных материалов, а также при меньшей прочности инструментальной стали. В данном: случае для снятия стружки требуются большие усилия и режущая часть инструмента должна быть прочнее. При обработке мягких, вязких материалов передние углы берутся больше.
Задний угол а (альфа) - это угол наклона задней поверхности, образуемой касательной к задней поверхности (или задней грани) и касательной к обрабатываемой поверхности. Задний угол дается для уменьшения трения задней поверхности (или задней грани) об обрабатываемую поверхность.
При слишком малых углах а повышается трение, увеличивается сила резания, инструмент сильно нагревается, задняя поверхность быстро изнашивается. При очень больших задних углах ослабляется инструмент, ухудшается отвод теплоты.
Передние и задние углы сверла в разных точках режущей кромки имеют различную величину; для точек, расположенных ближе к наружной поверхности сверла, передний угол больше и, наоборот, для точек, расположенных ближе к центру, передний угол меньше. Если у периферии сверла (наружный диаметр) он имеет наибольшую величину (25 -30°), то по мере приближения к вершине сверла уменьшается до величины, близкой к нулю.
Как и передний, задний угол сверла изменяется по величине для разных точек режущей кромки: для точек, расположенных ближе к наружной поверхности сверла, задний угол меньше, а для точек, расположенных ближе к центру, - больше.
Угол заострения р образуется пересечением передней и задней поверхностей.
Хвостовики у спиральных езерл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла диаметром от 6 до 80 мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20 мм. Хвостовик является продолжением рабочей части сверла.
Сверла с коническим хвостовиком устанавливают непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка с помощью специальных патронов. На конце конического хвостовика имеется лапка, не позволяющая сверлу провертываться в шпинделе и служащая упором при удалении сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок, предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части, служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла и материал.
Спиральные сверла изготовляются из углеродистой инструментальной стали У10А, легированной стали, хромокремнистой 9ХС, быстрорежущей Р6М5.

Рис. 5. Сверла, оснащенные пластинками из твердого сплава с винтовыми (а), прямыми (6) канавками, каналами для охлаждающей жидкости (в)
Для изготовления сверл все чшире применяют металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6. Наиболее распространенным являются спиральные сверла из,быстрорежущей стали.
Сверла, оснащенные пластинками из твердых сплавов, находят широкое применение при сверлении и рассверливании чугуна, закаленной стали, пластмасс, стекла, мрамора и других твердых материалов.
По сравнению со сверлами, изготовленными из инструментальных углеродистых сталей, они имеют значительно меньшую длину рабочей части, большой диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойкостью и обеспечивают высокую производительность труда.
Существует несколько типов сверл диаметром от 5 до 30 мм, оснащенных твердыми сплавами типа ВК. Корпуса этих сверл изготовляются из стали марок Р9, 9ХС и 40Х.
Сверла с винтовыми канавками обеспечивают значительно лучший выход стружки из отверстий, особенно при сверлении вязких металлов. Это достигается благодаря тому, что на длине 1,5 -2 диаметра сверла канавка прямая, а далее к хвостовой части сверла винтовая.
Сверла с прямыми канавками применяют при сверлении отверстий в хрупких металлах. Они проще в изготовлении, но для сверления глубоких отверстий эти сверла применять нельзя, так как затрудняется выход стружки из отверстия.
Сверла с косыми канавками применяют для сверления неглубоких отверстий, так как длина канавок для выхода стружки у них очень мала.
Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам сверла предназначается для сверления глубоких отверстий в неблагоприятных условиях. Эти сверла имеют повышенную стойкость, так как охлаждающая жидкость, подаваемая под давлением 1-2 МПа (10 - 20 кгс/см2) в пространство между наружной поверхностью сверла и стенками отверстия, обеспечивает охлаждение режущих кромок и облегчает удаление стружки.
Сверло крепят в специальном патроне, обеспечивающем подвод охлаждающей жидкости к отверстию в хвостовой части сверла. Эти сверла особенно эффективны при работе с жаропрочными материалами.
При сверлении отверстий сверлами со сквозными каналами режим резания повышается в 2 - 3 раза, а стойкость инструмента - в 5-6 раз. Сверление таким способом осуществляют на специальных станках в специальных патронах.
Твердосплавные монолитные сверла предназначены для обработки жаропрочных сталей. Эти типы сверл могут быть применены для работы на сверлильных машинах (материалом служит твердый сплав ВК15М) и для работы на токарных металлорежущих станках (твердый сплав ВК10М).
Корпуса твердосплавных сверл изготовляют из стали Р6М5, 9ХС, 40Х, 45Х. В сверлах прорезается паз под пластинку из твердого сплава, которую закрепляют медным или латунным припоем.

Рис. 6. Сверление с подводом охлаждающей жидкости к режущим кромкам

Рис. 7. Центровочные сверла: а - без предохранительного конуса, б - с предохранительным конусом
Комбинированные сверла, например сверло-зенковка, сверло-развертка, сверло-метчик, применяют для одновременного сверления и зенкования, сверления и развертывания или сверления и нарезания резьбы.
Центровочные сверла служат для получения центровых отверстий в различных заготовках. Их изготовляют без предохранительного конуса и с предохранительным конусом.
Паровые сверла наиболее просты в изготовлении, применяются для сверления неответственных отверстий диаметром до 25 мм, главным образом при обработке твердых поковок и отливок, ступенчатых и фасонных отверстий. Сверление, как правило, осуществляют трещотками и ручными дрелями.
Эти сверла изготовляют из инструментальной углеродистой стали У10, У12, У10А и У12А, а чаще всего из быстрорежущей стали Р6М5.
Перовое сверло имеет форму лопатки с хвостовиком. Его режущая часть - треугольной формы с углами при вершине 2 ф =118 -н 120° и задним углом а = 10 ~ 20°.
Перовые сверла подразделяют на двусторонние и односторонние, наиболее распространенными являются двусторонние. Угол заточки одностороннего перового сверла принимается из стали в пределах 75 - 90°, а для цветных металлов - 45 - 60° . Угол заточки двустороннего перового сверла принимается 120-135°.
Перовые сверла не допускают высоких скоростей резания и непригодны для сверления больших отверстий, так как стружка из отверстия не отводится, а вращается вместе со сверлом и царапает поверхность отверстия. Кроме того, в процессе работы сверло быстро тупится, изнашивается, теряет режущие качества и уходит в сторону от оси отверстия.
Сверление является одним из самых распространенных методов получения отверстия резанием. Режущим инструментом здесь служит сверло, которое дает возможность как получать отверстия в сплошном материале (сверление), так и увеличивать диаметр уже просверленного отверстия (рассверливание).
При сверлении обрабатываемую деталь закрепляют на столе сверлильного станка прихватами, в тисках, на призмах и т. п., а сверху сообщают два совместных движения - вращательное и поступательное (направленное вдоль оси сверла). Вращательное движение называется главным (рабочим) движением. Поступательное движение вдоль оси сверла называется движением подачи.

Рис. 1. Сверла различной конструкции
Сверление применяется при выполнении многих слесарных работ. Оно выполняется на приводных сверлильных станках и вручную - ручными дрелями, с помощью механизированного инструмента - электрическими и пневматическими дрелями, а также электроискровым и ультразвуковым методами.
Сверла, их конструкция и назначение. По конструкции и назначению сверла подразделяются на ряд видов.
Перовые сверла представляют собой простой режущий инструмент (рис. 1,а). Они применяются главным образом в трещотках и ручных дрелях для сверления неответственных отверстий диаметром до 25 мм.
Спиральные сверла с цилиндрическим и коническим хвостовиками (рис. 1, б, в) используются как для ручного сверления, так и при работе на станках (сверлильных, револьверных и др.).
Сверла для глубокого сверления применяются на специальных станках для получения точных отверстий малого диаметра. Под глубоким сверлением обычно понимают сверление отверстий, длина которых превышает их диаметр в 5 раз и более.
Центровые сверла (рис. 1,г) служат для получения центровых углублений на обрабатываемых деталях.
Комбинированные сверла позволяют производить одновременную обработку одноосных отверстий, а также одновременное сверление и зенко-вание или развертывание отверстий (рис. 1, е).
Для изготовления сверл, как правило, применяют следующие инструментальные материалы: углеродистую инструментальную сталь марок У10А и У12А, легированные стали - хромистую марку X и хромокремни-стую -9ХС; быстрорежущую сталь марок Р9 и Р18. В последние годы для этой цели находят применение также металлокерамические твердые сплавы ВК6, ВК8 и Т15К6.
Сверла из быстрорежущих сталей делают сварными: рабочую часть - из быстрорежущей стали, а остальную часть - из менее дорогой конструкционной стали. Наиболее распространенными являются спиральные сверла из быстрорежущих сталей.
Элементы и геометрические параметры спирального сверла. Спиральное сверло имеет рабочую часть, шейку, хвостовик для крепления сверла в шпинделе станка и лапку, служащую упором при выбивании сверла из гнезда шпинделя (рис. 2,а). Рабочая часть в свою очередь разделяется на режущую и направляющую.
Режущая часть, на которой расположены все режущие элементы сверла, состоит: из двух зубьев (перьев), образованных двумя спиральными канавками для отвода стружки (рис. 2,б); перемычки (сердцевины) - средней части сверла, соединяющей оба зуба ‘(пера); двух передних поверхностей, по которым сбегает стружка, и двух задних поверхностей; двух ленточек, служащих для направления сверла, калибрования отверстия и уменьшения трения сверла о стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой линии несколько углубленная часть, называемая спинкой зуба.

Рис. 2. Элементы и геометрические параметры спирального сверла: а и б-элементы спирального сверла; в, г и д-геометрические параметры спирального сверла; с-элементы резания: поз. /-при сверлении; поз. //-при рассверливании
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце, у хвостовика. Разность в величине этих диаметров составляет 0,03-0,12 мм на каждые 100 мм длины сверла.
У сверл, оснащенных пластинками твердых сплавов, обратная конусность принимается от 0,1 до 0,03 мм на каждые 100 мм длины.
К геометрическим параметрам режущей части сверла (рис. 109,в, г, д) относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклойа поперечной кромки (перемычки).
Угол при вершине сверл а 2ф расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала и колеблется в пределах от 80 до 140°. Для сталей, чугунов и твердых бронз 2<р= 116-М 18°; для ла-туней и мягких бронз 2ф=130°; для легких сплавов - дуралюмина, силумина, электрона и баббита 2ф=140°; для меди 2ф=125°; для эбонита и целлулоида 2ф = 80-к 90°.
Для повышения стойкости сверл диаметром 12 мм и выше применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, как при обычной заточке (рис. 3, в), а ломаной линии (рис. 109,г). Основной угол 2ф= 116-4-118° (для сталей и чугунов), а второй угол 2ф=70-г-75°.
Угол наклона винтовой канавки обозначается греческой буквой омега. С увеличением этого угла процесс резания облегчается и улучшается выход стружки. Однако сверло (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляется. Поэтому у сверл малого диаметра этот угол делается меньшим, чем у сверл большого диаметра.
Угол наклона винтовой канавки должен выбираться в зависимости от свойств обрабатываемого металла. Для обработки, например, красной меди и алюминия этот угол нужно брать равным 35-40°, а для обработки стали (о = 25° и меньше.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим передний угол (см. сечение ББ на рис. 109,5).
Передний угол у (гамма) в разных точках режущей кромки имеет разную величину: он больше У периферии сверла и заметно меньше у его оси. Так, если у наружного диаметра передний угол у = 25 г 30°, то у перемычки он близок к 0°. Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний угол сверла а (альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости АА, параллельной оси сверла. Величина заднего угла также изменяется по направлению от периферии к центру сверла; у периферии он равен 8-И2”, а у оси а = 20н-26°.
Сверла, оснащенные пластинками твердых сплавов, по сравнению со сверлами, изготовленными из сталей, имеют меньшую длину рабочей части, больший диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойкостью и обеспечивают более высокую производительность. Особенно эффективно применение сверл с пластинками твердых сплавов при сверлении и рассверливании чугуна, твердой стали, пластмасс, стекла, мрамора и других твердых материалов.
Сверла, оснащенные пластинками твердых сплавов, выпускаются четырех типов: спиральные с цилиндрическим хвостовиком; спиральные с коническим хвостовиком; с прямыми канавками и коническим хвостовиком и с косыми канавками и цилиндрическим хвостовиком.
Процесс резания при сверлении. В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла, и когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит образование элементов стружки и отделение ее.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, например чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных между
собой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различают следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки.
Главное рабочее движение сверла (вращательное) характеризуется скоростью “резания.
Подачей при сверлении называется перемещение сверла вдоль оси за одйн его оборот. Она обозначается через S и измеряется в мм/об. Сверло имеет две главные режущие кромки.
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной частоты и точности обработки, твердости обрабатываемого материала, прочности сверла и жесткости системы станок - инструмент - деталь.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза Ь измеряется вдоль режущей кромки и равна ее длине.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла - с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Ро, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Р0 при сверлении и крутящий момент зависят от диаметра сверла D, величины подачи и свойств обрабатываемого материала. Например, при увеличении диаметра сверла и подачи они также увеличиваются.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, т. е. между двумя переточками. Стойкость сверла обычно измеряется в минутах.
В процессе резания при сверлении выделяется большое количество тепла вследствие деформации металла, трения выходящей по канавкам сверла стружки, трения задней поверхности сверла об обрабатываемую поверхность и т. п. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
К охлаждающим жидкостям, которыми пользуются при сверлении металла, относятся мыльная и содовая вода, масляные эмульсии и др.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Теоретический расчет элементов режима резания производится по нормативам, действующим на заводе, или по справочникам в следующем порядке: выбирают подачу, затем подсчитывают скорость резания и по найденной скорости резания устанавливают число оборотов сверла. Затем выбранные элементы режима резания проверяют по прочности слабого звена механизма главного движения и мощности электродвигателя станка.
Обычно в производственных условиях при выборе элементов режима резания, сверления, зенкерования, развертывания и т. д. пользуются готовыми данными технологических карт.
Износ и заточка сверл. Износ сверл из быстрорежущей стали происходит по задней поверхности, ленточкам и углам, а иногда и по передней поверхности.
Задняя поверхность сверла изнашивается в результате трения о поверхность резания, передняя - в результате трения об образующуюся стружку. Затупившееся сверло в процессе работы издает характерный скрипящий звук, свидетельствующий о необходимости направить сверло в переточку.
Форма заточки оказывает влияние на стойкость сверла и скорость резания, допускаемую сверлом. Различают следующие формы заточки сверл: нормальную одинарную и двойную заточку, заточку с подточкой перемычки, с подточкой ленточки и др. (табл. 6).
Подточка перемычки состоит в образовании дополнительных выемок у вершины сверла с обеих сторон вдоль его оси на длине 3-15 мм, после чего длина перемычки сокращается до 0,1D. При этом значительно уменьшается сила подачи Р0, а стойкость сверла увеличивается в 1,5 раза.
Многие новаторы производства работают над совершенствованием конструкции сверл в целях повышения их стойкости.
Заточка сверл выполняется в заточных мастерских специалистами-заточниками на специальных станках.
В ряде случаев заточку сверл производят на простых заточных станках (точилах), оборудованных специальным приспособлением. При заточке вручную сверло держат левой рукой возможно ближе к режущей части (конусу), а правой рукой - за хвостовик. Прижимая режущую кромку сверла к боковой поверхности заточного круга, плавным движением правой руки покачивают сверло, добиваясь, чтобы его задняя поверхность получила правильный наклон и приняла надлежащую форму. Снимать надо небольшие слои металла при слабом нажиме сверлом на круг.
Необходимо следить за тем, чтобы режущие кромки имели одинаковую длину и были заточены под одинаковыми углами. Сверло с режущими кромками разной длины или с разными углами наклона может сломаться или просверлить отверстие большего диаметра. После заточки задней поверхности сверла его главные режущие кромки должны быть прямолинейными.

Рис. 4 Заточка сверла (а); проверка углов заточки сверла шаблоном (б)
Правильность заточки сверл проверяют специальным шаблоном.





