Propósito de perforación. Perforar, avellanar y escariar es la esencia del proceso de perforación
13G. ¿Qué es la perforación y en qué se basa?
La perforación es la ejecución de un agujero redondo en un producto o material utilizando una herramienta de corte especial, un taladro que, durante el proceso de perforación, tiene simultáneamente un movimiento de rotación y traslación a lo largo del eje del agujero que se está perforando.
137. ¿Dónde se utiliza la perforación?
La perforación se utiliza principalmente para hacer agujeros en piezas que se unen durante el montaje.
138 ¿Qué tipos de procesamiento se utilizan para obtener orificios redondos en el material, según la precisión requerida?
Dependiendo del grado de precisión requerido, se utilizan los siguientes tipos de procesamiento: taladrado, escariado, avellanado, escariado, mandrinado, avellanado, centrado.
139. ¿Qué tipo de trabajo se realiza en maquinas perforadoras?
En las máquinas perforadoras, puede realizar las siguientes operaciones: perforar, escariar a un diámetro mayor de un agujero previamente perforado, avellanar, escariar, refrentar, avellanar, avellanar, roscar.
140. ¿En qué casos la herramienta (taladro) realiza movimientos de rotación y traslación y cuándo, solo traslación?
El taladro realiza un movimiento de rotación y traslación cuando se trabaja en una máquina perforadora, mientras la pieza de trabajo está estacionaria. El mecanizado de piezas en un torno, máquina automática o torno de torreta se realiza cuando la pieza gira y la herramienta solo realiza un movimiento de traslación.
141. Nombre las herramientas y accesorios para taladrar.
Para realizar la operación de taladrado, taladros con vástago cónico o cilíndrico, manguitos adaptadores cónicos, cuñas para perforar, mandriles autocentrantes, mandriles de dos y tres mordazas, mangos para la fijación de taladros en mandriles, mandriles sin llave, mandriles de resorte con corte automático del taladro, mordazas de la máquina, cajas, prismas, abrazaderas, escuadras, mordazas de mano, mesas inclinadas y diferente tipo accesorios, taladros y taladros manuales y mecánicos.
142. Nombre los tipos de máquinas perforadoras.
Se hace una distinción entre taladradoras manuales y motorizadas. Las máquinas perforadoras manuales incluyen: rotores, taladros, trinquetes de perforación y bancos de perforación manuales. Las perforadoras de mano con accionamiento mecánico incluyen taladros eléctricos y de espuma que, cuando se utilizan vástagos especiales, permiten perforar agujeros en lugares de difícil acceso.
Las taladradoras con accionamiento mecánico incluyen taladrado vertical, taladrado radial, mandrinado horizontal y mandrinadoras especiales. Las perforadoras verticales pueden tener dispositivos para el uso de cabezales de múltiples husillos. Los taladros especiales pueden ser modulares, de posiciones múltiples y de husillos múltiples.
143 ¿Cuáles son las ventajas de una máquina perforadora vertical?
La máquina perforadora vertical se diferencia de otras máquinas perforadoras en que tiene un marco con guías verticales, a lo largo del cual se puede mover la mesa de la máquina. Además, cuenta con un mecanismo de alimentación, una bomba para suministro de refrigerante, así como cajas de velocidad para obtener diferentes velocidades de rotación del husillo de perforación de la máquina.
144. Nombre los diámetros máximos de brocas que se pueden usar para perforar agujeros en tipos convencionales de máquinas perforadoras.
En las taladradoras verticales (según el tipo), puede taladrar agujeros con taladros de hasta 75 mm de diámetro, en taladradoras de banco - con taladros de hasta 15 mm de diámetro, en taladros de mesa - con taladros de hasta 6 mm de diámetro. Los taladros eléctricos de mano (según el tipo) pueden taladrar agujeros de hasta 25 mm de diámetro, taladros neumáticos de mano - taladros de hasta 6 mm de diámetro.
145. ¿Cuándo se usa el trinquete de perforación?
Los trinquetes de perforación se utilizan para perforar agujeros en lugares de difícil acceso en estructuras de acero... El accionamiento manual, proporcionado por el movimiento oscilante del brazo de trinquete, hace girar el taladro y lo alimenta a lo largo del eje del agujero.
La desventaja de perforar con un trinquete es la baja productividad y la alta intensidad de trabajo del proceso.
146. ¿Qué es un simulacro?
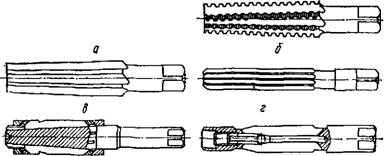
Un taladro es una herramienta de corte con la que se hacen agujeros cilíndricos (fig. 23).
147. Nombre los tipos de taladros según su diseño. 61
Según el diseño de la pieza de corte, los taladros se dividen en pluma, con estrías rectas, espirales con estrías helicoidales, para taladrado profundo, centrado y especial.
148. Nombre los tipos de brocas helicoidales según su rendimiento.
Las brocas helicoidales, según su rendimiento, se dividen en torcidas, fresadas, fundidas (para grandes
Diámetros), con placas de aleaciones de carburo metálico y soldadas.
149. ¿De qué acero están hechos los taladros?
Los taladros están hechos de acero al carbono para herramientas U10A, U12A, aleados con 9XC o acero de alta velocidad R18, R9, REM. A menudo se utilizan brocas revestidas con placas de aleación de titanio y carburo de tungsteno.
150 ¿Qué clase de precisión son los agujeros hechos con una broca helicoidal?
Los orificios se hacen con una broca helicoidal, que están sujetos a requisitos de precisión, orificios destinados a un procesamiento posterior mediante escariado "62
|
Precisión de procesamiento |
|||
|
ST-SEV 144-75 |
|||
|
Método de fabricación de agujeros |
|||
|
Exactitud |
Unidades de tolerancia |
Calidad |
|
|
Perforar sin plantilla |
|||
|
Diámetro hasta 30 mm - perforación a lo largo de la plantilla; taladrado y avellanado. Diámetro superior a 30 mm - taladrado y avellanado; taladrar y taladrar con un cortador |
|||
|
Para acero (diámetro hasta 20 mm) y para |
|||
|
Hierro fundido (diámetro hasta 25 mm): taladrado y escariado. Para acero (más de 20 mm de diámetro) y para hierro fundido (más de 25 mm de diámetro): taladrar, taladrar con un cortador o. avellanado y despliegue; perforación y dos perforaciones con un cortador; spsrlenie, avellanar - nne y triturar; taladrado y brochado |
|||
|
Diámetro hasta 12 mm - taladrado y simple |
|||
|
O doble despliegue. Diámetro superior a 12 mm - perforación; avellanado y despliegue uno o dos veces; taladrado y brochado |
|||
|
Vania; taladrar, avellanar y rectificar; taladrar, avellanar |
|||
|
Th rodando |
|||
|
Operaciones de taladrado, avellanado y acabado: laminado de diamante y mandrinado fino |
Perforando o tirando, agujeros para roscar (Tabla 7).
151. ¿De qué elementos consta una broca helicoidal? La broca helicoidal consta de un vástago y un
Una parte que se divide en una guía y una parte de corte. Hay un cuello entre la parte guía y el vástago.
152. ¿Qué es un vástago y para qué sirve? El vástago es una parte del taladro de forma cilíndrica o cónica (los taladros para madera tienen un vástago cónico de cuatro lados), que sirve para asegurar
Brocas con forma cónica en un manguito adaptador cónico con cono Morse y con forma cilíndrica, en un portabrocas de dos o tres mordazas. Los casquillos y el portabrocas se fijan en el orificio del husillo. Los vástagos cónicos terminan con una pestaña que se usa para sacar la broca del eje o del manguito adaptador cónico. El vástago cilíndrico termina con una correa. Los taladros con vástagos cuadrados se utilizan con mayor frecuencia para perforar orificios con trinquetes de perforación o rotores manuales. Las brocas con vástago cilíndrico suelen tener diámetros pequeños (hasta 20-30 mm).
153. Describa la parte guía del taladro.
La guía de broca es la parte que se
Entre cuello y filo. Sirve para guiar la broca a lo largo del eje del agujero. La parte guía tiene ranuras para tornillos para la evacuación de virutas y un eje de perforación. Hay una cinta en la superficie exterior del tornillo de la parte de la guía de broca.
154. ¿En qué elementos se compone? parte de trabajo¿taladro?
La parte de trabajo del taladro consta de una guía y una parte de corte.
155. ¿Qué es la cinta de perforación?
Una cinta es una banda estrecha a lo largo de la ranura helicoidal, que baja suavemente hasta el vástago. El propósito de la cinta es absorber parte de la fricción del taladro contra las paredes del agujero que se produce cuando la herramienta entra en el material. El diámetro de la broca se mide por la distancia entre las bandas.
156. ¿Cuál es la parte cortante de una broca helicoidal?
Pieza de corte Una broca helicoidal consta de dos filos de corte conectados por un tercer filo, el llamado puente transversal.
157. ¿Qué determina el valor del ángulo en la parte superior del taladro?
El valor del ángulo de inclinación de la flauta helicoidal de la broca depende del tipo de material que se esté procesando (Tabla 8).
158. ¿Qué efecto tiene la fuerza de avance sobre el corte durante la perforación?
El proceso de corte de metal con filo se realiza cortándolo en el metal, bajo la acción de la rotación del taladro y su avance axial. El valor del ángulo del filo está determinado por el ángulo de inclinación de la hélice y la espalda - 64
Es el ángulo de afilado del taladro. La cantidad de fuerza de avance requerida y la fuerza de corte están determinadas por el tamaño de los ángulos de corte delantero y trasero y el tamaño del borde transversal. Es posible reducir la fuerza de avance requerida al perforar afilando el borde transversal (dintel) y eligiendo un material determinado. ángulo óptimo corte.
159. ¿Qué se debe hacer con un taladro si no perfora bien?
Si el taladro no perfora bien, debe afilarse. El afilado se puede realizar de forma manual o mecánica.
El afilado correcto de la broca permite obtener los ángulos requeridos, alarga la vida útil de la broca, reduce las fuerzas y también permite obtener agujeros correctamente hechos.
La selección de los ángulos de corte requeridos para un material dado y el afilado en afiladoras especiales para brocas aseguran que se obtengan los ángulos de afilado correctos y la posición del borde transversal en el centro de la broca. Después del afilado, puede comprobar los ángulos de afilado con un transportador o una plantilla.
160. Describe el taladro de punta.
Las brocas perforadas (Fig.23, b) generalmente están hechas de acero para herramientas al carbono U10A o U12A. En estas brocas, se distinguen los siguientes elementos: una parte de corte de doble cara con un ángulo de 116 °, unilateral - con un ángulo de 90-120 °, una parte de guía con un ángulo de 100-110 °, parte de trabajo cónica, cuello y vástago.
La parte de corte de doble cara proporciona un movimiento de trabajo cuando el taladro gira en ambas direcciones. La parte de corte de un solo lado permite que el taladro trabaje en una sola dirección. sesenta y cinco
La desventaja de estos taladros es la falta de guía y un cambio de diámetro con cada afilado. Se utilizan para agujeros de pequeño diámetro que no requieren alta precisión.
Los taladros tipo bolígrafo con una pieza guía extendida proporcionan una mejor orientación y un tamaño de agujero más preciso, lo que permite obtener el mismo diámetro hasta que la pieza guía se afloja. Sin embargo, estos ejercicios son ineficaces.
161. ¿Qué es el avance del taladro?
El avance de la broca es su movimiento axial, mm, en el material durante una revolución completa a lo largo del propio eje de la broca.
162. ¿Cuál es la profundidad de corte?
La chatarra de material eliminada se caracteriza por el grosor de la capa eliminada, expresada por la fórmula t = у mm, donde t es la profundidad
Corte, diámetro de la broca en d.
163. ¿Qué es la velocidad de corte?
La velocidad de corte al perforar es la velocidad periférica en la banda de perforación, m / min, expresada por la fórmula
Donde d es el diámetro de la broca; n es la frecuencia de rotación del taladro por minuto.
164. ¿Qué se debe hacer antes de comenzar a perforar?
Antes de comenzar a perforar, debe preparar adecuadamente el material (marcar y marcar los puntos de perforación), la herramienta y la perforadora. Después de fijar y verificar la instalación de la pieza en la mesa de la perforadora o en otro dispositivo, así como después de fijar el taladro en el husillo de la máquina, comience a perforar de acuerdo con las instrucciones y los requisitos de seguridad laboral. No debemos olvidarnos de enfriar el taladro.
165. Nombre los defectos de perforación.
Los defectos durante el proceso de perforación son diferentes: puede ser una ruptura de la broca, astillado de los bordes de corte, desviación de la broca del eje del agujero, etc.
Mesa 9 indica los tipos de defectos, las razones de su aparición, así como las formas de eliminar estos defectos, 66
En algunos casos, las placas de plantilla tienen orificios sin casquillos de plantilla.
167. ¿Cuál es el propósito del enfriamiento al perforar y qué tipo de refrigerantes se utilizan?
El fluido de corte (refrigerante) tiene tres funciones principales: es un lubricante para reducir la fricción entre la herramienta de corte, el taladro, el metal de la pieza y las virutas; es un medio refrigerante que elimina intensamente el calor generado en la zona de corte y facilita la eliminación de virutas de esta zona.
El refrigerante se utiliza en todo tipo de corte de metales.
Un buen fluido de corte no corroe las herramientas, los accesorios y las piezas, no tiene un efecto nocivo en la piel humana, no tiene un olor desagradable y elimina bien el calor. Al perforar agujeros en acero, se usa una solución acuosa de jabón, una solución al 5% de emulsión E-2 o ®ET-2, al perforar en aluminio, una solución al 5% de emulsión E-2, ET-2 o un líquido de la siguiente composición: aceite "Industrial" - 50%, queroseno - 50%. Al perforar pequeños orificios en hierro fundido, no se usa refrigerante. Al taladrar agujeros profundos en hierro fundido, aire comprimido o solución al 1,5% de emulsión E-2 o ET-2. Al perforar cobre y aleaciones a base de cobre, se utiliza una solución al 5% de emulsión E-2, ET-2 o aceite industrial.
168. ¿Cómo se hacen en metal los agujeros de más de 30 mm de diámetro?
Para obtener orificios con un diámetro de más de 30 mm en metal o una pieza, se debe usar doble perforación. La primera operación se realiza con un taladro con un diámetro de 10-12 mm, y luego con un taladro del diámetro requerido (escariado). Al perforar con dos escariadores o al perforar, escariar y avellanar, las fuerzas de corte y los tiempos de operación se reducen significativamente.
169. ¿Cómo se saca un taladro roto de un agujero en el metal?
Un taladro roto se puede quitar del agujero perforado girándolo hacia el lado opuesto a la espiral de la parte rota, con unos alicates, si hay una parte sobresaliente del taladro. Si el taladro roto está dentro del material, entonces la parte que se está perforando se calienta junto con el taladro hasta que se vuelve roja y luego se enfría gradualmente. El taladro liberado se puede desenroscar con una herramienta especial.
170. ¿Qué herramienta se llama taladro central?
Un taladro central es una herramienta que se utiliza para hacer agujeros centrales en las superficies de los extremos de los ejes. Hay dos tipos de taladros centrales: para agujeros centrales convencionales sin un cono de seguridad y para agujeros centrales con un cono de seguridad (Fig. 25). El ángulo normalizado de un taladro central convencional es de 60 °, y con un cono de seguridad es de 60 y 120 °.
En ejes grandes y pesados, la ranura central de los extremos se realiza en tres operaciones: taladrar, avellanar a 60 ° y avellanar el cono de seguridad a 120 °.
171. ¿Qué herramienta y cuándo se realiza el avellanado?

Avellanar es aumentar el diámetro de un orificio previamente perforado o crear superficies adicionales. Para esta operación, se utilizan avellanadores, cuya parte de corte tiene una superficie cilíndrica, cónica, final o perfilada (Fig.26). El propósito del avellanado es crear agujeros apropiados para remaches, tornillos o pernos, o para alinear las superficies de los extremos.
Los avellanadores pueden ser sólidos y con un vástago soldado.
172. ¿De qué materiales está hecho el avellanado?
El avellanado está hecho de acero al carbono para herramientas UYUA, U12A, acero aleado 9XC o acero de alta velocidad P9, P12. Pueden tener hojas de carburo sólido soldadas. Los vástagos de avellanado y los cuerpos de avellanado apilados están hechos de acero 45 o
173. Nombra los tipos de avellanadores.
Los avellanadores pueden ser cilíndricos macizos, cónicos, moldeados, soldados con un vástago soldado, montados macizos y montados montados. Los avellanadores de diámetros pequeños generalmente se hacen sólidos y los diámetros grandes, soldados o montados. Los avellanadores cónicos tienen ángulos de vértice de 60 °, 75 °, 90 ° y 120 °.
174. ¿Qué es un barrido y cuándo se aplica? El escariador es una herramienta de corte de varios filos,
Se utiliza para el acabado de agujeros con el fin de obtener un agujero con un alto grado de precisión y una superficie con una ligera rugosidad.
Los escariadores se subdividen en rugosos y acabados. La implementación final logra la precisión de la 2da-3ra clase (10 ° a 7 ° grado en el ESDP CMEA), y con una implementación especialmente cuidadosa: la 1 ° clase (6 ° a 5 ° grado) con una rugosidad superficial de 7 ° a 8 ° grado de pureza ( Ra = 1,25 ... 0,32 micrones).
175. ¿Cuál debe ser el diámetro del agujero antes de escariar?
El aplanamiento proporciona el tamaño de agujero final requerido en el dibujo. El diámetro del agujero de escariado debe ser menor que el final por el margen de escariado (Tabla 10).
|
10. Tolerancia para el diámetro para escariar después de un taladro, cortador o avellanado, mm |
176. Nombre los tipos y tipos de barridos.
Se distinguen los siguientes tipos de escariadores: según el método de uso - manual y máquina, en forma - con una parte de trabajo cilíndrica o cónica, en términos de precisión de procesamiento - desbaste y acabado, en diseño - con un vástago cilíndrico, con un vástago cónico (cono Morse) y montado. Los escariadores adjuntos pueden ser sólidos, con cuchillas enchufables y flotantes. Los escariadores manuales pueden ser sólidos y expandibles. Los escariadores pueden tener dientes simples y helicoidales. En la Fig. 27 muestra los barridos manuales.
177. ¿Cuál es el número de dientes de las fresas con dientes rectos?
El número de dientes del escariador depende de su diámetro y propósito. Entonces, para escariadores de mayor precisión y al procesar materiales frágiles (hierro fundido, bronce), el número
En otros casos
Г = 1,51 / 0 + 2,
Donde D es el diámetro del barrido, mm. El número de dientes para escariadores manuales y mecánicos con dientes rectos suele ser uniforme (por ejemplo, 8, 10, 12, 14).
178. Nombra las direcciones de los bordes cortantes en los escariadores en espiral.
Los escariadores de dientes en espiral tienen piezas de corte a la izquierda y a la derecha.
179. ¿Cuándo se utilizan los escariadores expandibles y ajustables?
Los escariadores expandibles y ajustables se utilizan cuando trabajo de reparación para escariar agujeros que tienen diferentes tolerancias, así como para minimizar el agrandamiento de un agujero ya terminado.
180. ¿Qué se incluye en el juego de escariadores cónicos para obtener nidos cónicos Morse?
El juego de escariadores cónicos para nidos de cono Morse incluye tres escariadores: escariadores de desbaste, intermedio y de acabado (cónicos).
181. ¿Dónde se utilizan los deshollinadores de calderas?
Los escariadores de caldera se utilizan en el trabajo de calderas para agrandar los orificios de los remaches.
182. ¿Dónde están los vástagos del manual de tres puntos?
¿Barrer?
Los escariadores manuales de tres estrías se sujetan en soportes fijos o ajustables.
183. ¿Por qué los escariadores tienen un paso diferente del filo de corte?
Para mejorar la calidad del agujero y evitar su faceta, los dientes alrededor de la circunferencia se ubican a diferentes distancias entre sí, es decir, se aplica un paso desigual.
184. ¿En qué elementos consta el escaneo? El escariador tiene los siguientes elementos: parte de trabajo,
Cuello y vástago (cónicos o cilíndricos).
185. Nombre el refrigerante utilizado al escariar un orificio en varios materiales.
Mesa 11 muestra las composiciones de refrigerante utilizadas al escariar orificios en varios materiales.
El refrigerante se usa para enfriar la herramienta, reducir la fricción y aumentar la vida útil de la herramienta.
186. ¿De qué materiales están hechos los barridos?
Para la fabricación de escariadores, se utilizan aceros al carbono para herramientas U10A y U12A, aceros aleados para herramientas 9KhS, KhV, KhGSVF, aceros rápidos P9 y P18, así como aleaciones duras T15K6 para procesar acero, cobre y otros metales viscosos y grado 74. .
VK8 para procesar hierro fundido y otros metales frágiles. Los escariadores HSS se fabrican con vástagos soldables de acero 45. Los cuerpos de los escariadores prefabricados, así como los escariadores ajustables y de empuje, están hechos de aceros estructurales.
187, ¿Qué es un punzón y en qué casos se perforan?
Punch fiss. 28) es una herramienta de cerrajería hecha de acero para herramientas al carbono U7 o U8, que se utiliza para perforar chapas o flejes de metal o materiales no metálicos con un espesor de no más de 4 mm.
La parte de trabajo del punzón puede tener una forma redonda, rectangular, cuadrada, ovalada u otra. El punzón para cuero y chapa tiene un orificio ciego en la parte de trabajo, que está conectado a un orificio lateral longitudinal que atraviesa la pared de la parte inferior del punzón. Los desechos se eliminan a través de este orificio.
La perforación de orificios se realiza cuando se permite algún daño superficial en el área del orificio y no se requiere la limpieza y precisión del orificio.
188. ¿Qué requisitos de seguridad deben seguirse al trabajar en máquinas perforadoras?
La perforadora debe encenderse y operarse de acuerdo con las instrucciones de uso del equipo, así como de acuerdo con los requisitos de seguridad laboral. Se debe usar ropa de trabajo especial, el cabello debe ir a juego con el casco, especialmente para las mujeres.
Las piezas deben estar fijadas de manera correcta y segura en un tornillo de banco o accesorios que estén en buenas condiciones técnicas. Al taladrar agujeros pequeños, la mano izquierda que sostiene la pieza de trabajo debe ejercer una resistencia opuesta a la dirección de rotación del husillo. Durante la carrera de trabajo del husillo de perforación
No sujete la máquina ni reduzca la velocidad del eje, cambie velocidades y avances, limpie la mesa o la pieza de virutas.
El taladro debe enfriarse con refrigerante usando un cepillo o regando. No se permite enfriar con trapos o trapos húmedos. La perforadora debe encenderse o apagarse con las manos secas. Cualquier daño que pueda eliminarse debe ser reparado por un trabajador capacitado. Antes de comenzar a trabajar, debe verificar el estado técnico de la máquina perforadora y las herramientas.
La perforación es el proceso de hacer agujeros en un material sólido con una herramienta de corte: un taladro. Se utiliza la perforación: para obtener agujeros no críticos, un bajo grado de precisión y una baja clase de rugosidad, por ejemplo, para la fijación de tornillos, remaches, espárragos, etc .;
para hacer agujeros para roscar, escariar y avellanar.
El escariado se refiere a aumentar el tamaño de un agujero en un material sólido obtenido por fundición, forja, estampación u otros métodos.

Perforando y escariando, puede obtener un orificio de calidad 10, en algunos casos 11, y una rugosidad superficial de 320 80. Cuando más alta calidad la superficie del agujero, (después de la perforación) se avellana y se despliega adicionalmente.
En algunos casos, la precisión de la perforación se puede aumentar debido a un ajuste cuidadoso de la máquina, un taladro debidamente afilado o la perforación a través de un dispositivo especial llamado plantilla.
Por diseño y finalidad, los taladros se distinguen: espirales y especiales (pluma o plana, para taladrado circular, rifle, combinado con otras herramientas, centrado, etc.).
Para taladrar agujeros, a menudo se utilizan brocas helicoidales y, con menos frecuencia, especiales.
Una broca helicoidal (Fig. 179, a, 6, c) es una herramienta de corte de dos dientes (de doble filo), que consta de dos partes principales: trabajo y vástago.
La parte de trabajo del taladro, a su vez, consta de una pieza cilíndrica (guía) y de corte. La parte cilíndrica tiene dos ranuras helicoidales opuestas entre sí. Su propósito es eliminar las virutas del orificio perforado mientras el taladro está en funcionamiento. Las ranuras de las brocas tienen un perfil especial que asegura la correcta formación de los filos de corte de la broca y el espacio necesario para la salida de virutas (Fig. 180).
La forma de la ranura y el ángulo de inclinación ω (omega) entre la dirección del eje de la broca y la tangente a la cinta deben ser tales que, sin debilitar la sección del diente, haya suficiente espacio para la viruta y una fácil evacuación de la viruta. previsto. Sin embargo, las brocas (especialmente de pequeños diámetros) se debilitan con un aumento en el ángulo de inclinación de la ranura helicoidal. Por lo tanto, para brocas de diámetro pequeño, este ángulo se hace más pequeño, para brocas de diámetro grande, es más grande. El ángulo de inclinación de la ranura helicoidal del taladro es de 18 a 45 °. Para perforar acero, utilizan brocas con un ángulo de inclinación de la ranura 26 - 30 °, para perforar metales frágiles (latón, bronce) - 22 - 25 °, para perforar metales ligeros y viscosos - 40 - 45 °, cuando se procesa aluminio , duraluminio y electrón - 45 °.
Dependiendo de la dirección de las ranuras helicoidales, las brocas helicoidales se dividen en derecha (la ranura se dirige a lo largo de una línea helicoidal con un aumento de izquierda a derecha, el movimiento de la broca durante la operación ocurre en sentido antihorario) e izquierda (la ranura se dirige a lo largo una línea helicoidal con una subida de derecha a izquierda, el movimiento se produce en el sentido de las agujas del reloj). Los taladros de mano izquierda rara vez se utilizan.
Ubicadas a lo largo de las ranuras helicoidales de la broca, dos tiras estrechas en la superficie cilíndrica de la broca se denominan cintas. Sirven para reducir la fricción de la broca contra la pared del orificio, guían la broca hacia el orificio y ayudan a evitar que la broca se tire hacia un lado. Los taladros con un diámetro de 0,25 - 0,5 mm se fabrican sin cintas.
También se logra una disminución en la fricción de la broca contra las paredes del agujero que se está perforando por el hecho de que la parte de trabajo de la broca tiene un cono inverso, es decir, el diámetro de la broca en la parte de corte es mayor que en la otra. terminar en el vástago. La diferencia entre estos diámetros es de 0,03 - 0,12 mm por cada 100 mm de la broca. Para brocas equipadas con insertos de carburo, se aplica un cono inverso de 0,1 a 0,3 mm por cada 100 mm de longitud de la broca.
Un diente es una parte del taladro que sobresale del extremo inferior y tiene bordes cortantes.
El diente de perforación tiene una parte posterior, que es una parte rebajada de la superficie exterior del diente, y una superficie posterior, que es la superficie final del diente en la parte de corte.
La superficie de la ranura que absorbe la presión de la viruta se denomina superficie de desprendimiento. La línea de intersección de las superficies de entrada y salida forma el borde de corte. La línea formada por la intersección de las superficies posteriores representa el borde transversal. Su valor depende del diámetro de la broca (en promedio, es igual a 0,13 del diámetro de la broca).
La línea de intersección de la superficie frontal con la superficie de la cinta forma el borde de la cinta.
Los bordes de corte están conectados entre sí en el núcleo (núcleo - el cuerpo de la parte de trabajo entre las ranuras) con un borde transversal corto. Para una mayor resistencia de la broca, el núcleo se engrosa gradualmente desde el borde transversal y hacia el final de las ranuras (hacia el vástago).
Ángulo entre los filos de corte: el ángulo de la punta de perforación de 2φ tiene un efecto significativo en el proceso de corte. Con su aumento, la fuerza del taladro aumenta, pero al mismo tiempo la fuerza de avance aumenta drásticamente. Con una disminución en el ángulo de la punta, el corte es más fácil, pero la parte de corte del taladro se debilita.
El valor de este ángulo se selecciona en función de la dureza del material que se está procesando (grados):

En la Fig. 181 muestra las esquinas de la broca helicoidal. La superficie frontal del diente (cuña) de la broca está formada por una ranura en espiral y la superficie posterior está formada por la superficie lateral del cono. Los parámetros geométricos de la parte de corte de la broca se muestran en la Fig. 182 (ver sección N-N).
El ángulo de inclinación γ (gamma) es el ángulo entre la superficie de corte (superficie mecanizada) y la tangente a la superficie de inclinación (o cara frontal).
La presencia de un ángulo de inclinación facilita la inmersión en la herramienta, las virutas se separan mejor y tienen la oportunidad de desprenderse de forma natural.
Con un aumento en el ángulo de ataque, las condiciones de trabajo de la herramienta mejoran, la fuerza de corte disminuye y la vida útil de la herramienta aumenta. Al mismo tiempo, el cuerpo de la parte de corte de la herramienta se debilita, lo que puede desmoronarse y romperse fácilmente; la disipación de calor se deteriora, lo que conduce a un calentamiento rápido y pérdida de dureza. Por lo tanto, para cada herramienta, se adoptan ciertos valores de ángulo de ataque. Los ángulos de ataque son más pequeños cuando se mecanizan materiales duros y resistentes y cuando el acero para herramientas es menos resistente. En este caso, se requieren más fuerzas para eliminar las virutas y la parte de corte de la herramienta debe ser más fuerte. Al mecanizar materiales duros y blandos, las esquinas de corte son más grandes.
El ángulo de holgura α (alfa) es el ángulo de inclinación de la superficie del flanco formado por la tangente a la cara del flanco (o flanco) y la tangente a la superficie mecanizada. El ángulo libre se proporciona para reducir la fricción del flanco (o flanco) sobre la superficie de trabajo.
A ángulos demasiado pequeños a, aumenta la fricción, aumenta la fuerza de corte, la herramienta se calienta mucho y el flanco se desgasta rápidamente. En ángulos de holgura muy grandes, la herramienta se debilita y la disipación de calor se ve afectada.
Las esquinas anteriores y posteriores del taladro en diferentes puntos del filo tienen diferentes tamaños; para puntos más cercanos al exterior de la broca, el ángulo de ataque es mayor y viceversa, para puntos más cercanos al centro, el ángulo de ataque es menor. Si en la periferia de la broca (diámetro exterior) tiene el valor más grande (25 - 30 °), a medida que se acerca a la punta de la broca, disminuye a un valor cercano a cero.
Al igual que el rastrillo, el ángulo libre de la broca cambia de magnitud para diferentes puntos del filo: para los puntos más cercanos a la superficie exterior de la broca, el ángulo libre es menor y para los puntos más cercanos al centro, es más grande.



El ángulo de ahusamiento β está formado por la intersección de las superficies delantera y trasera.
El ángulo cónico β (beta) depende de los valores seleccionados de los ángulos frontal y posterior, ya que
α + β + γ = 90 °.
Los vástagos de las brocas helicoidales pueden ser cónicos y cilíndricos. Los vástagos cónicos tienen brocas con un diámetro de 6 a 80 mm. Estos vástagos están formados por un cono Morse. Los taladros con vástagos cilíndricos se fabrican con un diámetro de hasta 20 mm. El vástago es una continuación de la parte de trabajo del taladro.
Las brocas de vástago cónico se instalan directamente en el orificio del husillo de la máquina (oa través de manguitos adaptadores) y se sujetan mediante fricción entre el vástago y las paredes del orificio cónico del husillo. Los taladros con vástago cilíndrico se fijan en el husillo de la máquina mediante mandriles especiales. En el extremo del vástago cónico hay una lengüeta (ver Fig. 179, a), que evita que la broca gire en el eje y sirve como tope cuando se saca la broca del casquillo. Los taladros con vástago cilíndrico tienen un destornillador (ver Fig. 179, 6), diseñado para una transmisión adicional de torque al taladro desde el husillo.
El cuello de la broca, que conecta la parte de trabajo con el vástago, "tiene un diámetro más pequeño que el diámetro de la parte de trabajo, sirve para la salida de la muela abrasiva durante el rectificado, el grado de perforación está marcado en él".
Las brocas helicoidales están hechas de acero para herramientas al carbono U10 y U12A, acero de aleación (grado de cromo 9X y acero al cromo-silicio 9XC), P9, P18 de alta velocidad.
Para la fabricación de brocas se utilizan cada vez más las aleaciones cermet duras de los grados VK6, VK8 y T15K6. Las más comunes son las fresas helicoidales HSS.


Los taladros equipados con placas de aleaciones duras (Fig. 183, a, 6) se utilizan ampliamente para taladrar y escariar hierro fundido, acero endurecido, plásticos, vidrio, mármol y otros materiales duros.
En comparación con los taladros fabricados con aceros al carbono para herramientas, tienen una parte de trabajo significativamente más corta, diametro largo núcleos y un menor ángulo de inclinación de la ranura helicoidal. Estos taladros ofrecen alta durabilidad y alta productividad.
Existen varios tipos de brocas con diámetros de 5 a 30 mm, equipados con carburo tipo VK. Los cuerpos de estos taladros están hechos de acero de grados P9, 9XC y 40X.
Las brocas de ranura helicoidal brindan una salida de viruta significativamente mejor del orificio, especialmente al perforar metales duros. Esto se logra debido al hecho de que la ranura helicoidal es recta en una longitud de 1,5-2 diámetros de broca, y luego una ranura helicoidal a la parte de cola de la broca.
Los taladros con ranuras rectas se utilizan para perforar agujeros en metales frágiles. Son más fáciles de fabricar, pero estos taladros no se pueden utilizar para perforar agujeros profundos, ya que es difícil que las virutas salgan del agujero.
Los taladros con ranuras oblicuas se utilizan para perforar orificios poco profundos, ya que la longitud de las ranuras para la salida de la viruta es muy pequeña.
Los taladros con orificios para suministrar refrigerante a los bordes cortantes del taladro (Fig. 183, c) están destinados a taladrar orificios profundos en condiciones adversas. Estas brocas tienen una mayor durabilidad, ya que el refrigerante suministrado a una presión de 10 - 20 kgf / cm 2 en el espacio entre la superficie exterior de la broca y las paredes del orificio proporciona enfriamiento de los bordes cortantes y facilita la eliminación de virutas.

El taladro está montado en un portabrocas especial que suministra refrigerante al orificio de la cola del taladro. Estos taladros son especialmente eficaces cuando se trabaja con materiales resistentes al calor.
Al perforar orificios con brocas con canales pasantes, el modo de corte aumenta de 2 a 3 veces y la vida útil de la herramienta, de 5 a 6 veces. La perforación de esta manera se realiza en máquinas especiales en mandriles especiales (Fig. 184).
Las brocas de carburo sólido están diseñadas para procesar aceros resistentes al calor. Estos tipos de taladros se pueden utilizar para trabajar en taladradoras (el material es una aleación dura VK15M) y para trabajar en tornos para corte de metales (aleación dura VK10M).
Los cuerpos de taladro de carburo están hechos de acero R9, 9XC, 40X, 45X. Se corta una ranura en los taladros para una placa de aleación dura, que se fija con soldadura de cobre o latón.
Los taladros combinados, como taladro-avellanador, taladro-escariador, taladro-macho, se utilizan para taladrar y avellanar simultáneamente, taladrar y escariar, o taladrar y roscar.
Los taladros centrales se utilizan para crear agujeros centrales en varios espacios en blanco... Se fabrican sin cono de seguridad (Fig. 185, a) y con cono de seguridad (Fig. 185, b).
Los taladros de bolígrafo son los más fáciles de fabricar, se utilizan para perforar agujeros irrelevantes con un diámetro de hasta 25 mm, principalmente cuando se procesan forjas duras y fundiciones, agujeros escalonados y perfilados. La perforación se suele realizar con trinquetes y taladros manuales.
Estos taladros están hechos de acero al carbono para herramientas U10, U12, U10A y U12A y, con mayor frecuencia, de acero de alta velocidad P9 y P18.
El taladro con punta tiene la forma de una hoja con un vástago. Su parte de corte es triangular con ángulos de vértice 2φ = 118 + 120 ° y un ángulo de holgura α = 10 ÷ 20 °.
Los taladros con bolígrafo se dividen en de doble cara (Fig. 186, a) y de un solo lado (Fig. 186, b), los más comunes son de doble cara. El ángulo de afilado de un taladro de pluma de un solo lado se toma para acero en el rango de 75 - 90 °, y para metales no ferrosos - 45 - 60 °. El ángulo de afilado de una primera broca de doble cara se considera entre 120 y 135 °.
Los taladros tipo bolígrafo no permiten altas velocidades de corte y no son adecuados para taladrar agujeros grandes, ya que las virutas no fluyen fuera del agujero, sino que giran con el taladro y rayan la superficie del agujero. Además, durante la operación, la broca se desafila rápidamente, se desgasta, pierde cualidades de corte y se aleja del eje del agujero.
La perforación es el proceso de hacer agujeros en un material sólido usando una herramienta llamada taladro.
La perforación de agujeros es una operación de plomería común. Se utiliza para conectar piezas con pernos, tornillos, remaches u otros sujetadores; recibir orificios para su posterior roscado; eliminar el exceso de metal por medios más productivos que picar o limar; realizar una serie de trabajos de reparación y montaje (taladrar una pieza que no se puede presionar, etc.).
El escariado es el proceso de aumentar el diámetro de un agujero con un taladro.
Dependiendo del propósito funcional de los agujeros, se pueden mecanizar con diversos grados de precisión y tienen una sección transversal variable.
En el proceso de perforación, bajo la influencia de la fuerza de corte, las superficies de corte del taladro comprimen las partículas metálicas adyacentes, y cuando la presión creada por el taladro excede las fuerzas de adhesión de las partículas metálicas, se forman y separan elementos de viruta.
Al perforar metales viscosos (acero, cobre, aluminio, etc.), los elementos individuales de las virutas, adheridos firmemente entre sí, forman virutas continuas que se curvan en espiral. Tales virutas se llaman drenaje. Si el metal que se va a procesar es frágil, por ejemplo, hierro fundido o bronce, las piezas individuales de las virutas se rompen y se separan entre sí. Tales virutas, que consisten en elementos separados (escamas) de forma irregular, separados entre sí, se denominan virutas de fractura.
En el proceso de perforación se distinguen los siguientes elementos de corte: velocidad de corte, profundidad de corte, avance, grosor y ancho de la viruta El principal movimiento de trabajo del taladro (rotativo) se caracteriza por la velocidad de corte.
La alimentación de perforación es el movimiento de la broca a lo largo del eje en una revolución. Se indica con S y se mide en mm / rev. El taladro tiene dos filos de corte principales.
Buena elección La alimentación es de gran importancia para aumentar la vida útil de la herramienta. La velocidad de avance para taladrar y escariar depende de la frecuencia especificada y la precisión del procesamiento, la dureza del material que se procesa, la resistencia del taladro y la rigidez del sistema de piezas de máquina-herramienta.
El grosor del corte (virutas) a se mide en la dirección perpendicular al filo de la broca. El ancho del corte se mide a lo largo del borde de corte y es igual a su longitud.
Por lo tanto, el área de la sección transversal de la viruta se hace más grande con un aumento en el diámetro de la broca, y para una broca dada, con un aumento en el avance.
El material a cortar resiste el corte y la evacuación de virutas. Para realizar el proceso de corte, se debe aplicar a la herramienta una fuerza de avance P0, que excede las fuerzas de resistencia del material al movimiento axial de la broca, y el par Mcr, necesario para superar el momento de resistencia M y asegurar el principal movimiento de rotación del husillo y el taladro.
La fuerza de avance P0 durante la perforación y el par dependen del diámetro de la broca D, la velocidad de avance y las propiedades del material que se procesa.
La durabilidad de un taladro es el tiempo de su trabajo continuo (de la máquina) hasta el embuste, medido en minutos.
Durante el proceso de corte, al perforar, el un gran número de calor. La mayor parte del calor se lleva las virutas y el resto se distribuye entre la pieza y la herramienta. Para proteger contra la brusquedad y el desgaste prematuro cuando la broca se calienta durante el proceso de corte, se utiliza un lubricante refrigerante que elimina el calor de las virutas, las piezas y las herramientas.
La elección de los modos de corte al perforar es determinar la velocidad de avance y corte a la que el proceso de perforación de una pieza es el más productivo y económico.
El cálculo teórico de los elementos del modo de corte se realiza de acuerdo con las normas vigentes en fábrica, o según los libros de referencia en el siguiente orden: seleccione el avance, luego calcule la velocidad de corte y configure el número de revoluciones del taladro en base en la velocidad de corte encontrada. Luego, los elementos seleccionados del modo de corte se verifican para determinar la fuerza del eslabón débil del mecanismo de movimiento principal y la potencia del motor eléctrico de la máquina.
Por lo general, en condiciones de producción, al elegir elementos del modo de corte, taladrado, avellanado, escariado, etc., utilizan datos preparados de mapas tecnológicos.
Si tiene que perforar un agujero ciego a cierta profundidad, después de instalar y alinear la pieza de trabajo, lleve el taladro a la superficie de la pieza para que la toque, y en esta posición coloque la regla en la máquina a cero (Fig. A). Siguiendo la regla durante el proceso de perforación, puede determinar en cualquier momento qué tan profundo ha entrado el taladro en el metal.
Otra forma de ajuste al perforar a una profundidad determinada es instalar y fijar el casquillo de tope 1 en la broca (Fig. B). Cuando el manguito llega a la superficie de la parte 2, significa que el taladro ha perforado el orificio a la profundidad requerida.
 Al perforar orificios profundos, es necesario sacar el taladro del orificio de vez en cuando para eliminar las virutas del orificio. Esto facilita la perforación y mejora el acabado superficial del agujero.
Al perforar orificios profundos, es necesario sacar el taladro del orificio de vez en cuando para eliminar las virutas del orificio. Esto facilita la perforación y mejora el acabado superficial del agujero.
a - taladrar un agujero ciego a lo largo de una regla, b - taladrar a lo largo de un manguito de tope: 1 - manguito de tope, 2 - detalle
Si es necesario procesar un orificio incompleto ubicado en el lateral de la pieza, se instalan dos piezas 4 y 5 (Fig. B) juntas o se instala la pieza 1 con una junta 3 (Fig. A) y se perforan los orificios con un simulacro 2.
Al perforar un orificio ciego en el costado de la superficie cilíndrica de la pieza (Fig. C), primero, la plataforma se procesa perpendicular al eje de perforación, después de lo cual se perfora el orificio. Si no se hace esto, el taladro puede romperse. Al perforar orificios precisos con diámetros grandes, es necesario perforar previamente los orificios con un taladro de diámetro pequeño.



Arroz. Instalación de piezas al perforar:
a - una parte, b - dos partes juntas, c - partes cilíndricas
En cada caso, se utilizan diferentes herramientas para el procesamiento. Los agujeros se hacen en máquinas perforadoras. El movimiento rotatorio y de traslación se comunica a la herramienta fijada en el mandril de la máquina. Para formar un agujero de la forma requerida, se utilizan las siguientes herramientas: taladro, avellanador, escariador, espada.
Tipos de ejercicios
Simulacros por su cuenta caracteristicas de diseño y el propósito se subdividen en espiral, centro y especial.
Brocas helicoidales más comúnmente utilizado para hacer agujeros en material sólido y para escariar agujeros. Taladro helicoidal: una herramienta de corte de dos ranuras (de doble ranura), que consta de dos partes principales: una parte de trabajo y un vástago.
Los vástagos de las brocas helicoidales pueden ser cónicos y cilíndricos. Los vástagos cónicos tienen brocas con un diámetro de 6 a 80 mm. Estos vástagos están formados por un cono Morse. Está diseñado para cambios rápidos de herramienta con alta precisión de centrado y sujeción segura. Los taladros con vástagos cilíndricos se fabrican con un diámetro de hasta 20 mm. El vástago es una continuación de la parte de trabajo del taladro.
![]() Cono Morse
Cono Morse
![]()
Taladro helicoidal Taladro helicoidal
vástago cónico vástago cilíndrico
 Las brocas con vástago cónico se montan directamente en el husillo de la taladradora o en el manguito cónico adaptador (Fig. A, b). Los taladros con vástago cilíndrico se montan en un mandril de mordaza o pinza (Fig. C, d).
Las brocas con vástago cónico se montan directamente en el husillo de la taladradora o en el manguito cónico adaptador (Fig. A, b). Los taladros con vástago cilíndrico se montan en un mandril de mordaza o pinza (Fig. C, d).
Los taladros con vástago cilíndrico tienen dos ranuras helicoidales ubicadas una frente a la otra. Su propósito es eliminar las virutas del orificio perforado mientras el taladro está en funcionamiento. Las ranuras de las brocas tienen un perfil especial para asegurar la correcta formación de los filos de corte de la broca y el espacio necesario para que escape la viruta.
La forma de la ranura y el ángulo de inclinación ω entre la dirección del eje de la broca y la tangente a la tira debe ser tal que, sin debilitar la sección del diente, se proporcione suficiente espacio para la viruta y una fácil evacuación de la viruta. Sin embargo, las brocas (especialmente de pequeños diámetros) se debilitan con un aumento en el ángulo de inclinación de la ranura helicoidal. Por lo tanto, para brocas de diámetro pequeño, este ángulo se hace más pequeño, para brocas de diámetro grande, es más grande. El ángulo de inclinación de la ranura helicoidal del taladro es de 18 a 45 °. Para perforar acero, utilizan brocas con un ángulo de inclinación de la ranura de 18 - 30 °, para perforar metales frágiles (latón, bronce) - 22 - 25 °, para perforar metales ligeros y viscosos - 40 - 45 °, cuando se procesa aluminio , duraluminio y electrón - 45 °.
Dependiendo de la dirección de las ranuras helicoidales, las brocas helicoidales se dividen en derecha (la ranura se dirige a lo largo de una línea helicoidal con un aumento de izquierda a derecha, el movimiento de la broca durante la operación ocurre en sentido antihorario) e izquierda (la ranura se dirige a lo largo una línea helicoidal con una subida de derecha a izquierda, el movimiento se produce en el sentido de las agujas del reloj). Los taladros de mano izquierda rara vez se utilizan. Los taladros izquierdo y derecho difieren no solo en la ranura, sino también en la dirección de rotación durante el funcionamiento.
Ubicadas a lo largo de las ranuras helicoidales de la broca, dos tiras estrechas en la superficie cilíndrica de la broca se denominan cintas. Sirven para reducir la fricción de la broca contra la pared del orificio, guían la broca hacia el orificio y ayudan a evitar que la broca se tire hacia un lado. Los taladros con un diámetro de 0,25 - 0,5 mm se fabrican sin cintas.
 También se logra una disminución en la fricción de la broca contra las paredes del agujero que se está perforando por el hecho de que la parte de trabajo de la broca tiene un cono inverso, es decir, el diámetro de la broca en la parte de corte es mayor que en la otra. terminar en el vástago. La diferencia entre estos diámetros es de 0,03 - 0,12 mm por cada 100 mm de la broca. Para brocas equipadas con plaquitas de carburo, se aplica un cono inverso de 0,03 a 0,15 mm sobre la longitud de la plaquita.
También se logra una disminución en la fricción de la broca contra las paredes del agujero que se está perforando por el hecho de que la parte de trabajo de la broca tiene un cono inverso, es decir, el diámetro de la broca en la parte de corte es mayor que en la otra. terminar en el vástago. La diferencia entre estos diámetros es de 0,03 - 0,12 mm por cada 100 mm de la broca. Para brocas equipadas con plaquitas de carburo, se aplica un cono inverso de 0,03 a 0,15 mm sobre la longitud de la plaquita.
Un diente es una parte del taladro que sobresale del extremo inferior y tiene bordes cortantes.
El diente de perforación tiene una parte posterior, que es una parte rebajada de la superficie exterior del diente, y una superficie posterior, que es la superficie final del diente en la parte de corte.
La superficie de la ranura que recibe la presión de la viruta se llama superficie de inclinación y los parámetros geométricos de la parte de corte de la broca helicoidal son la superficie. La línea de intersección de las superficies de entrada y salida forma el borde de corte. La línea formada por la intersección de las superficies posteriores representa el borde transversal. Su valor depende del diámetro de la broca (en promedio 0,13 de diámetro de la broca).
Los bordes de corte están conectados entre sí en el núcleo (núcleo - el cuerpo de la parte de trabajo entre las ranuras) con un borde transversal corto. Para una mayor resistencia de la broca, el núcleo se engrosa gradualmente desde el borde transversal y hacia el final de las ranuras (hacia el vástago).
 Taladros de centro Se utiliza para taladrar agujeros centrales en piezas como cuerpos de revolución. Los agujeros se utilizan para fijar y centrar la pieza de trabajo mediante conos (centros) fijados en la cabeza del torno y el contrapunto.
Taladros de centro Se utiliza para taladrar agujeros centrales en piezas como cuerpos de revolución. Los agujeros se utilizan para fijar y centrar la pieza de trabajo mediante conos (centros) fijados en la cabeza del torno y el contrapunto.
 Taladros especiales utilizado para perforar agujeros profundos. Las brocas tienen un canal central (3) (orificio) a través del cual se suministra refrigerante y las virutas se lavan fuera de la zona de corte. En la Fig. (d) muestra el diseño de una broca de un solo labio con una placa de corte soldada 1 y dos placas de guía 2. Los orificios pasantes de gran diámetro se mecanizan con brocas anulares (Fig. e), en cuyos extremos se fijan las placas de corte 4 , cuyo ancho es mayor que el espesor de la pared.
Taladros especiales utilizado para perforar agujeros profundos. Las brocas tienen un canal central (3) (orificio) a través del cual se suministra refrigerante y las virutas se lavan fuera de la zona de corte. En la Fig. (d) muestra el diseño de una broca de un solo labio con una placa de corte soldada 1 y dos placas de guía 2. Los orificios pasantes de gran diámetro se mecanizan con brocas anulares (Fig. e), en cuyos extremos se fijan las placas de corte 4 , cuyo ancho es mayor que el espesor de la pared.
Avellanadores diseñado para el mecanizado de orificios en piezas de trabajo fundidas y estampadas, así como para el escariado de orificios premecanizados. Por características de diseño, los avellanadores son cilíndricos (Fig. A), cónicos (Fig. B) y extremos (Fig. C). A diferencia de un taladro, tienen tres o cuatro hojas de corte. Como un taladro, el avellanador tiene un área de trabajo 6 que consta de una parte de corte (entrada) 1 y una parte de guía 5. El vástago 4 tiene un pie plano 3 y está conectado a la parte de trabajo por un cuello 2. Según el método de fijación, los avellanadores se subdividen en una sola pieza, con vástago cónico o cilíndrico (Fig. a, b) y se montan (Fig. c).
Barrer están diseñados para el acabado de agujeros y proporcionan precisión y un mayor acabado superficial. Dependiendo de la forma del agujero a mecanizar, los escariadores son cilíndricos Fig. 6.19 (d) y cónicos Fig. 6.19 (e), según el método de sujeción con un vástago cónico y montados en la Fig. 6.19 (f). A diferencia de los avellanadores, los escariadores tienen de 6 a 12 cuchillas de corte principales ubicadas en la parte cónica de corte 7, la parte calibradora 8 sirve para centrar el escariador en el orificio y proporciona la precisión y limpieza superficial necesarias.
Grifos están diseñados para cortar roscas internas y están hechos de acero de alta velocidad P18 Fig. 6.19 (g). Los machos de roscar cortan roscas tanto cilíndricas como cónicas. En la superficie exterior del grifo se realiza una rosca con ranuras longitudinales cortadas para la eliminación de virutas. La superficie de trabajo del grifo tiene una parte de corte 9 y una parte de calibración 10. El proceso de formación de la rosca se realiza principalmente por la parte de corte del macho, la parte de calibración realiza el acabado final de la rosca con la pureza requerida y precisión del perfil. Por su finalidad, los machos de roscar se dividen en machos de roscar de tuerca, de máquina y de mano. 
Avellanadores, escariadores, machos
Perforación Es un proceso tecnológico que implica el uso de brocas helicoidales u otros. Como resultado del uso de esta herramienta de corte, aparecen orificios de un diámetro determinado y la profundidad requerida en los espacios en blanco o en los productos semiacabados.
Durante perforación se forman virutas, que son partículas metálicas separadas por una herramienta de corte.
Al perforar, el proceso de corte directo se lleva a cabo mediante una combinación de dos movimientos de la herramienta de corte. Se mueve en relación a la pieza de trabajo en traslación a lo largo del eje de rotación, en la alimentación de trabajo.
Perforación hoy es el proceso tecnológico más común mediante el cual se obtienen los huecos.
En el volumen total de operaciones para el mecanizado de diversos elementos estructurales, la perforación representa una participación bastante significativa. El hecho es que en la inmensa mayoría de las piezas de una amplia variedad de máquinas y mecanismos, sus diseñadores prevén la presencia de montaje y orificios de montaje.
Aquellos agujeros que se obtienen mediante el proceso tecnológico de taladrado se utilizan para conectar piezas a través de ellos con tornillos, pernos, remaches, pasadores, etc., así como para cortar roscas en ellos.
Taladrar agujeros ciegos y pasantesSi observa de cerca los detalles de varias máquinas y mecanismos, resulta que en su mayoría hay dos tipos de agujeros: pasantes y ciegos. Los primeros, como se puede imaginar, atraviesan todo el espesor de la pieza, mientras que los segundos se entierran solo a cierta distancia.
Cuando se perforan agujeros pasantes, la herramienta de corte, en el momento en que sale el puente de perforación, la resistencia al proceso de corte disminuye, lo que significa que es necesario reducir significativamente la fuerza de avance, de lo contrario, la broca puede caer excesivamente bruscamente ". apoderarse»Con una capa significativa de material, se atasca y se rompe.
El riesgo de que esto suceda es especialmente grande cuando se perforan piezas delgadas, orificios que están en ángulo recto entre sí y orificios intermitentes. Es por esta razón que los orificios pasantes se perforan de la siguiente manera: si el proceso tecnológico proporciona una alta velocidad de avance, antes de que la broca salga del orificio, disminuye significativamente. En los casos en los que el avance de la herramienta de corte se realiza a mano, se realiza de forma suave y cuidadosa.
Hay algunas peculiaridades a la hora de perforar agujeros ciegos... Consisten en cómo se determina exactamente a qué profundidad se debe sumergir el taladro. Desde el punto de vista tecnológico, los agujeros ciegos se perforan de una de las tres formas principales:
1) En los casos en que el equipo en el que perforación agujero ciego, tiene la función de detener el avance de la herramienta de corte cuando alcanza cierta profundidad, entonces es ella quien se activa. En este caso, simplemente se establece el valor de la profundidad a la que se debe realizar la perforación.
2) En los casos en que el equipo no tiene este tipo de funcionalidad, los mandriles que están equipados con topes ajustables se utilizan con mayor frecuencia para sujetar la herramienta de corte. Es por ellos que el profundidad requerida perforación.
3) En los casos en que no se requiere lograr una alta precisión de la profundidad de perforación y el mandril con tope no está disponible, se fabrica un dispositivo especial que tiene la forma de un manguito de cierta longitud y se instala en el taladro. como parada. Es incluso más fácil hacer una marca en la herramienta de corte (por ejemplo, con tiza o un lápiz), y el taladro se sumerge en el material solo hasta él.
Agujeros de perforaciónEscariado es una operación tecnológica que se realiza para aumentar el diámetro de los orificios previamente perforados a un valor determinado. Se produce con un taladro de mayor diámetro.
En los casos en que la potencia del equipo no sea suficiente para perforar orificios de gran diámetro, esta operación se realiza en varias etapas. Es entonces cuando se utiliza con mayor frecuencia el escariado. Esto generalmente se hace cuando el diámetro final del orificio excede 25 milímetros.
Primero, se perfora un agujero con un taladro, cuyo diámetro es la mitad del grosor del dintel del segundo taladro, que posteriormente se utiliza para escariar. Esto es necesario para reducir significativamente la presión axial sobre la herramienta de corte. En cuanto a los modos de corte, al escariar, en la mayoría de los casos son los mismos que al taladrar.
Perforación es un proceso tecnológico para el que se utiliza una herramienta de corte especial. Crea otras superficies de piezas con dimensiones, forma y calidad predefinidas.
La esencia del proceso de perforación.
PARA Categoría:
Perforación de metal
La esencia del proceso de perforación.
La perforación es la formación de agujeros en un material sólido mediante la eliminación de virutas con una herramienta de corte, un taladro que realiza movimientos de rotación y traslación con respecto a su eje.
Se aplica la perforación:
- para obtener agujeros irrelevantes, un bajo grado de precisión y una baja clase de rugosidad, por ejemplo, para la fijación de tornillos, remaches, espárragos, etc .;
- para hacer agujeros para roscar, escariar y avellanar.
El escariado se refiere a aumentar el tamaño de un agujero en un material sólido obtenido por fundición, forja, estampación u otros métodos.
Perforando y escariando es posible obtener un agujero del décimo en algunos casos de la undécima calidad y la rugosidad de la superficie de Rz - 320 -n 80. Cuando se requiere una mayor calidad de la superficie del agujero, (después de la perforación) es adicionalmente avellanado y escariado.
En algunos casos, la precisión de la perforación se puede aumentar debido a un ajuste cuidadoso de la máquina, un taladro debidamente afilado o la perforación a través de un dispositivo especial llamado plantilla. Las brocas se dividen en espirales, con ranuras rectas, de pluma, para taladrado profundo y centrado (Fig. 179).
Los taladros están hechos de aceros de alta velocidad, aleados y al carbono, y también están equipados con placas de carburo.
Para taladrar agujeros, a menudo se utilizan brocas helicoidales y, con menos frecuencia, especiales.
Taladro helicoidal: una herramienta de corte de dos ranuras (de doble ranura), que consta de dos partes principales: una parte de trabajo y un vástago.
La parte de trabajo del taladro, a su vez, consta de una parte cilíndrica (calibradora) y de corte. La parte cilíndrica tiene dos ranuras helicoidales opuestas entre sí. Su propósito es eliminar las virutas del orificio perforado mientras el taladro está en funcionamiento. Las ranuras de las brocas tienen un perfil especial para asegurar la correcta formación de los filos de corte de la broca y el espacio necesario para que escape la viruta.
La forma de la ranura y el ángulo de inclinación ω (omega) entre la dirección del eje de la broca y la tangente a la cinta deben ser tales que, sin debilitar la sección del diente, se proporcione suficiente espacio para la viruta y una fácil evacuación de la viruta. Sin embargo, las brocas (especialmente de pequeños diámetros) se debilitan con un aumento en el ángulo de inclinación de la ranura helicoidal. Por lo tanto, para brocas de diámetro pequeño, este ángulo se hace más pequeño, para brocas de diámetro grande, es más grande. El ángulo de inclinación de la ranura helicoidal del taladro es de 18 a 45 °. Para perforar acero, utilizan brocas con un ángulo de inclinación de la ranura de 18 - 30 °, para perforar metales frágiles (latón, bronce) - 22 - 25 °, para perforar metales ligeros y viscosos - 40 - 45 °, cuando se procesa aluminio , duraluminio y electrón - 45 °.

Arroz. 1. Variedades de taladros: a, b - espiral, c - con ranuras rectas, d - primero, e - rifle, e - de un solo filo con virutas internas para perforación profunda, g - de doble filo para perforación profunda, h - para Perforación circular y - centro g
Dependiendo de la dirección de las ranuras helicoidales, las brocas helicoidales se dividen en derecha (la ranura se dirige a lo largo de una línea helicoidal con un aumento de izquierda a derecha, el movimiento de la broca durante la operación ocurre en sentido antihorario) e izquierda (la ranura se dirige a lo largo una línea helicoidal con una subida de derecha a izquierda, el movimiento se produce en el sentido de las agujas del reloj). Los taladros de mano izquierda rara vez se utilizan. Los taladros izquierdo y derecho difieren no solo en la ranura, sino también en la dirección de rotación durante el funcionamiento.
Ubicadas a lo largo de las ranuras helicoidales de la broca, dos tiras estrechas en la superficie cilíndrica de la broca se denominan cintas. Sirven para reducir la fricción de la broca contra la pared del orificio, guían la broca hacia el orificio y ayudan a evitar que la broca se tire hacia un lado. Los taladros con un diámetro de 0,25 - 0,5 mm se fabrican sin cintas.
También se logra una disminución en la fricción de la broca contra las paredes del agujero que se está perforando por el hecho de que la parte de trabajo de la broca tiene un cono inverso, es decir, el diámetro de la broca en la parte de corte es mayor que en la otra. terminar en el vástago. La diferencia entre estos diámetros es de 0,03 - 0,12 mm por cada 100 mm de la broca. Para brocas equipadas con plaquitas de carburo, se aplica un cono inverso de 0,03 a 0,15 mm sobre la longitud de la plaquita.
Un diente es una parte del taladro que sobresale del extremo inferior y tiene bordes cortantes.
El diente de perforación tiene una parte posterior, que es una parte rebajada de la superficie exterior del diente, y una superficie posterior, que es la superficie final del diente en la parte de corte.
La superficie de la ranura que recibe la presión de las virutas se denomina frontal por -182. Parámetros geométricos de la parte de corte de la broca helicoidal por la superficie. La línea de intersección de las superficies de entrada y salida forma el borde de corte. La línea formada por la intersección de las superficies posteriores representa el borde transversal. Su valor depende del diámetro de la broca (en promedio 0,13 de diámetro de la broca).
Los bordes de corte están conectados entre sí en el núcleo (núcleo - el cuerpo de la parte de trabajo entre las ranuras) con un borde transversal corto. Para una mayor resistencia de la broca, el núcleo se engrosa gradualmente desde el borde transversal y hacia el final de las ranuras (hacia el vástago).

Arroz. 2. Brocas helicoidales (a, b), elementos de perforación (c)

Arroz. 3. Ranuras y bordes cortantes (a), esquinas (b) de una broca helicoidal
En la Fig. 3 muestra las esquinas de la broca helicoidal. La superficie frontal del diente (cuña) de la broca está formada por una ranura en espiral y la superficie posterior está formada por la superficie lateral del cono. Los parámetros geométricos de la parte de corte de la broca se muestran en la Fig. 4 (ver sección N-N).
El ángulo de inclinación y (gamma) es el ángulo encerrado entre la superficie de corte (superficie mecanizada) y la tangente a la superficie frontal (o cara frontal).
La presencia del ángulo de inclinación vuela alrededor del hundimiento de la herramienta, las virutas están mejor separadas y tienen la oportunidad de desprenderse naturalmente.
Con un aumento en el ángulo de ataque, las condiciones de trabajo de la herramienta mejoran, la fuerza de corte disminuye y la vida útil de la herramienta aumenta. Al mismo tiempo, el cuerpo de la parte de corte de la herramienta se debilita, lo que puede desmoronarse y romperse fácilmente; la disipación de calor empeora, lo que conduce a un calentamiento rápido y pérdida de dureza. Por lo tanto, para cada herramienta, se adoptan ciertos valores de ángulo de ataque. Los ángulos de ataque son más pequeños cuando se mecanizan materiales duros y resistentes y cuando el acero para herramientas es menos resistente. En este caso: la caja para retirar las virutas requiere un gran esfuerzo y la parte de corte de la herramienta debe ser más resistente. Al mecanizar materiales duros y blandos, las esquinas de corte son más grandes.
El ángulo libre a (alfa) es el ángulo de inclinación de la superficie del flanco formado por la tangente a la superficie de salida (o borde de salida) y la tangente a la superficie mecanizada. El ángulo libre se proporciona para reducir la fricción del flanco (o flanco) sobre la superficie de trabajo.
A ángulos demasiado pequeños a, aumenta la fricción, aumenta la fuerza de corte, la herramienta se calienta mucho y el flanco se desgasta rápidamente. En ángulos de holgura muy grandes, la herramienta se debilita y la disipación de calor empeora.
Las esquinas anteriores y posteriores de la broca en diferentes puntos del filo tienen valores diferentes; para los puntos más cercanos al exterior de la broca, el ángulo de ataque es mayor y, a la inversa, para los puntos más cercanos al centro, el ángulo de ataque es menor. Si en la periferia de la broca (diámetro exterior) tiene el valor más grande (25-30 °), entonces a medida que se acerca a la punta de la broca disminuye a un valor cercano a cero.
Al igual que el rastrillo, el ángulo libre de la broca cambia de magnitud para diferentes puntos del filo: para los puntos más cercanos a la superficie exterior de la broca, el ángulo libre es menor y para los puntos más cercanos al centro, es más grande.
El ángulo cónico p está formado por la intersección de las superficies delantera y trasera.
Los mangos para herramientas en espiral pueden ser cónicos y cilíndricos. Los vástagos cónicos tienen brocas con un diámetro de 6 a 80 mm. Estos vástagos están formados por un cono Morse. Los taladros con vástagos cilíndricos se fabrican con un diámetro de hasta 20 mm. El vástago es una continuación de la parte de trabajo del taladro.
Las brocas de vástago cónico se instalan directamente en el orificio del husillo de la máquina (oa través de manguitos adaptadores) y se sujetan mediante fricción entre el vástago y las paredes del orificio cónico del husillo. Los taladros con vástago cilíndrico se fijan en el husillo de la máquina mediante mandriles especiales. En el extremo del vástago cónico hay una lengüeta que evita que la broca gire en el eje y sirve como tope al sacar la broca del casquillo. Los taladros con vástago cilíndrico tienen un destornillador diseñado para una transmisión adicional de torque al taladro desde el husillo.
El cuello de perforación, que conecta la parte de trabajo con el vástago, tiene un diámetro menor que el diámetro de la parte de trabajo, sirve para salir de la muela abrasiva durante el proceso de rectificado, el grado de perforación y el material se indican en él.
Las brocas helicoidales están hechas de acero para herramientas al carbono U10A, acero de aleación, cromo-silicio 9XC, R6M5 de alta velocidad.

Arroz. 5. Taladros equipados con placas de carburo con tornillo (a), ranuras rectas (6), canales de refrigerante (b)
Para la fabricación de taladros, todos los más amplios utilizan aleaciones cermet duras de los grados VK6, VK8 y T15K6. Las más comunes son las fresas helicoidales HSS.
Las brocas de carburo de tungsteno se utilizan ampliamente para taladrar y escariar en hierro fundido, acero endurecido, plásticos, vidrio, mármol y otros materiales duros.
En comparación con las brocas fabricadas con aceros al carbono para herramientas, tienen una parte de trabajo significativamente más corta, un diámetro de núcleo grande y un ángulo de flauta helicoidal más pequeño. Estos taladros ofrecen alta durabilidad y alta productividad.
Existen varios tipos de brocas con diámetros de 5 a 30 mm, equipados con carburo tipo VK. Los cuerpos de estos taladros están hechos de acero de grados P9, 9XC y 40X.
Las brocas de ranura helicoidal brindan una salida de viruta significativamente mejor de los orificios, especialmente al perforar metales duros. Esto se logra debido al hecho de que la ranura es recta en una longitud de 1,5-2 del diámetro de la broca y, más allá de la parte de cola de la broca, es helicoidal.
Los taladros con ranuras rectas se utilizan para perforar agujeros en metales frágiles. Son más fáciles de fabricar, pero estos taladros no se pueden utilizar para perforar agujeros profundos, ya que es difícil que las virutas salgan del agujero.
Los taladros con ranuras oblicuas se utilizan para perforar orificios poco profundos, ya que la longitud de las ranuras para la salida de la viruta es muy pequeña.
Los taladros con orificios para suministrar refrigerante a los bordes cortantes del taladro están destinados a taladrar orificios profundos en condiciones difíciles. Estos taladros tienen una mayor durabilidad, ya que el refrigerante suministrado a una presión de 1-2 MPa (10-20 kgf / cm2) en el espacio entre la superficie exterior del taladro y las paredes del orificio proporciona enfriamiento de los bordes cortantes y facilita eliminación de virutas.
El taladro está montado en un portabrocas especial que suministra refrigerante al orificio de la cola del taladro. Estos taladros son especialmente eficaces cuando se trabaja con materiales resistentes al calor.
Al perforar orificios con brocas con canales pasantes, el modo de corte aumenta de 2 a 3 veces y la vida útil de la herramienta, de 5 a 6 veces. La perforación de esta manera se realiza en máquinas especiales en cartuchos especiales.
Las brocas de carburo sólido están diseñadas para procesar aceros resistentes al calor. Estos tipos de taladros se pueden utilizar para trabajar en taladradoras (el material es una aleación dura VK15M) y para trabajar en tornos para corte de metales (aleación dura VK10M).
Los cuerpos de taladro de carburo están hechos de acero R6M5, 9XC, 40X, 45X. Se corta una ranura en los taladros para una placa de aleación dura, que se fija con soldadura de cobre o latón.

Arroz. 6. Perforación con suministro de refrigerante a los filos de corte

Arroz. 7. Taladros centrales: a - sin cono de seguridad, b - con cono de seguridad
Los taladros combinados, como taladro-avellanador, taladro-escariador, taladro-macho, se utilizan para taladrar y avellanar simultáneamente, taladrar y escariar, o taladrar y roscar.
Los taladros centrales se utilizan para producir agujeros centrales en varias piezas de trabajo. Se fabrican sin cono de seguridad y con cono de seguridad.
Los taladros a vapor son los más fáciles de fabricar, se utilizan para perforar agujeros irrelevantes con un diámetro de hasta 25 mm, principalmente cuando se procesan forjas y fundiciones duras, agujeros escalonados y perfilados. La perforación se suele realizar con trinquetes y taladros manuales.
Estos taladros están hechos de acero al carbono para herramientas U10, U12, U10A y U12A y, con mayor frecuencia, de acero de alta velocidad P6M5.
El taladro con punta tiene la forma de una hoja con un vástago. Su parte cortante es de forma triangular con ángulos de vértice de 2 f = 118 -n 120 ° y un ángulo posterior a = 10 ~ 20 °.
Los taladros con bolígrafo se dividen en de doble cara y de una cara, los más comunes son de doble cara. El ángulo de afilado de un taladro de pluma de un solo lado se toma del acero en el rango de 75 - 90 °, y para metales no ferrosos - 45 - 60 °. El ángulo de afilado de una primera broca de doble cara se considera entre 120 y 135 °.
Los taladros tipo bolígrafo no permiten altas velocidades de corte y no son adecuados para taladrar agujeros grandes, ya que las virutas no fluyen fuera del agujero, sino que giran con el taladro y rayan la superficie del agujero. Además, durante la operación, la broca se desafila rápidamente, se desgasta, pierde cualidades de corte y se aleja del eje del agujero.
La perforación es uno de los métodos más comunes para hacer un agujero cortando. La herramienta de corte aquí es un taladro, que permite hacer agujeros en un material sólido (taladrar) y aumentar el diámetro de un agujero ya perforado (escariado).
Al perforar, la pieza de trabajo se fija en la mesa de la perforadora con abrazaderas, en un tornillo de banco, en prismas, etc., y desde arriba, se informan dos movimientos articulares: rotacional y traslacional (dirigidos a lo largo del eje del taladro). El movimiento de rotación se denomina movimiento principal (de trabajo). El movimiento de traslación a lo largo del eje de la broca se denomina movimiento de avance.

Arroz. 1. Taladros de varios diseños
La perforación se utiliza en muchos trabajos de plomería. Se lleva a cabo en taladradoras accionadas y de forma manual - con taladros manuales, con la ayuda de una herramienta mecanizada - con taladros eléctricos y neumáticos, así como métodos de electrochispa y ultrasonidos.
Taladros, su diseño y finalidad. Por diseño y propósito, los ejercicios se dividen en varios tipos.
Los taladros tipo bolígrafo son una sencilla herramienta de corte (Fig. 1, a). Se utilizan principalmente en trinquetes y taladros manuales para taladrar orificios no críticos con un diámetro de hasta 25 mm.
Las brocas helicoidales con vástagos cilíndricos y cónicos (Fig. 1, b, c) se utilizan tanto para taladrar manualmente como cuando se trabaja en máquinas (taladrar, rotar, etc.).
Los taladros para agujeros profundos se utilizan en máquinas especiales para producir agujeros precisos de diámetro pequeño. La perforación profunda se entiende generalmente como perforar agujeros que son 5 veces o más largos que su diámetro.
Se utilizan brocas centrales (Fig. 1, d) para obtener ranuras centrales en la pieza de trabajo.
Las brocas combinadas permiten el procesamiento simultáneo de orificios uniaxiales, así como la perforación y avellanado o escariado simultáneos de orificios (Fig. 1, e).
Para la fabricación de taladros, por regla general, se utilizan los siguientes materiales para herramientas: acero al carbono para herramientas de grados U10A y U12A, aceros aleados: cromo grado X y cromo-silicio -9XC; grados de acero de alta velocidad P9 y P18. En los últimos años, también se han utilizado para este propósito las aleaciones duras de metal-cerámica VK6, VK8 y T15K6.
Los taladros de acero de alta velocidad están soldados: la parte de trabajo está hecha de acero de alta velocidad y el resto está hecho de acero estructural menos costoso. Las más comunes son las fresas helicoidales HSS.
Elementos y parámetros geométricos de la broca helicoidal. La broca helicoidal tiene una pieza de trabajo, un cuello, un vástago para la fijación de la broca en el husillo de la máquina y un pie que sirve de tope al sacar la broca del casquillo del husillo (Fig. 2, a). La parte de trabajo, a su vez, se divide en un corte y una guía.
La parte de corte, en la que se encuentran todos los elementos de corte del taladro, consta de: dos dientes (plumas) formados por dos ranuras en espiral para la eliminación de virutas (Fig. 2, b); puentes (núcleos): la parte central del taladro que conecta ambos dientes "(plumas); dos superficies delanteras, por donde corren las virutas, y dos superficies traseras; dos cintas para guiar el taladro, calibrar el agujero y reducir la fricción del taladro contra las paredes del agujero; dos filos de corte principales formados por la intersección de las superficies delantera y trasera y que realizan el trabajo de corte principal; un borde transversal (alma) formado por la intersección de ambas superficies traseras. En la superficie exterior de la broca, entre el borde de la cinta y la ranura, hay una parte ligeramente rebajada que corre a lo largo de una línea helicoidal, llamada parte posterior del diente.

Arroz. 2. Elementos y parámetros geométricos de una broca helicoidal: elementos ayb de una broca helicoidal; parámetros geométricos c, dy e de la broca helicoidal; C-elementos de corte: pos. / -cuando se perfora; pos. // - al escariar
También se logra una disminución en la fricción de la broca contra las paredes del orificio que se está perforando por el hecho de que la parte de trabajo de la broca tiene un cono inverso, es decir, el diámetro de la broca en la parte de corte es mayor que en la otra. final, en el vástago. La diferencia en el tamaño de estos diámetros es de 0,03-0,12 mm por cada 100 mm de longitud de la broca.
Para brocas equipadas con placas de carburo, el cono inverso se toma de 0,1 a 0,03 mm por cada 100 mm de longitud.
Los parámetros geométricos de la parte de corte de la broca (Fig.109, c, d, e) incluyen: el ángulo en la parte superior de la broca, el ángulo de inclinación de la ranura helicoidal, los ángulos delantero y trasero, el ángulo de inclinación del borde transversal (puentes).
El ángulo en la parte superior de las brocas a 2f se encuentra entre los bordes de corte principales. Tiene un gran impacto en el rendimiento de la perforación. El valor de este ángulo se selecciona en función de la dureza del material que se está procesando y varía de 80 a 140 °. Para aceros, fundiciones y bronces duros 2<р= 116-М 18°; для ла-туней и мягких бронз 2ф=130°; для легких сплавов - дуралюмина, силумина, электрона и баббита 2ф=140°; для меди 2ф=125°; для эбонита и целлулоида 2ф = 80-к 90°.
Para aumentar la durabilidad de los taladros con un diámetro de 12 mm o más, se utiliza el doble afilado de los taladros; al mismo tiempo, los bordes de corte principales no son rectos, como en el afilado ordinario (Fig. 3, c), sino una línea discontinua (Fig. 109, d). El ángulo principal es 2ph = 116-4-118 ° (para aceros y hierros fundidos), y el segundo ángulo es 2ph = 70-g-75 °.
El ángulo de inclinación de la ranura helicoidal se designa con la letra griega omega. A medida que aumenta este ángulo, el proceso de corte se vuelve más fácil y mejora el rendimiento de la viruta. Sin embargo, una broca (especialmente de un diámetro pequeño) se debilita con un aumento en el ángulo de inclinación de la ranura helicoidal. Por lo tanto, para brocas de diámetro pequeño, este ángulo se hace más pequeño que para brocas de diámetro grande.
El ángulo de inclinación de la ranura helicoidal debe seleccionarse en función de las propiedades del metal que se procesa. Para procesar, por ejemplo, cobre rojo y aluminio, este ángulo debe tomarse igual a 35-40 °, y para procesar acero (o = 25 ° o menos.
Si cortamos la broca helicoidal con un plano perpendicular al filo principal, veremos el ángulo de inclinación (ver sección BB en la Fig. 109.5).
El ángulo de inclinación y (gamma) en diferentes puntos del filo tiene un valor diferente: es mayor en la periferia de la broca y notablemente más pequeño en su eje. Entonces, si en el diámetro exterior el ángulo de inclinación y = 25 g 30 °, entonces en el dintel está cerca de 0 °. La inconsistencia del ángulo de ataque se refiere a las desventajas de la broca helicoidal y es una de las razones de su desgaste rápido y desigual.
El ángulo de holgura de la broca a (alfa) se proporciona para reducir la fricción de la superficie del flanco contra la superficie de corte. Este ángulo se ve en el plano AA paralelo al eje de la broca. El ángulo libre también cambia desde la periferia hasta el centro de la broca; en la periferia es igual a 8-I2 ", y en el eje a = 20n-26 °.
Las brocas equipadas con placas de carburo, en comparación con las brocas de acero, tienen una parte de trabajo más corta, un diámetro de núcleo más grande y un ángulo de inclinación más pequeño de la ranura helicoidal. Estos taladros ofrecen una gran durabilidad y una mayor productividad. El uso de brocas con placas de carburo es especialmente eficaz al taladrar y escariar hierro fundido, acero duro, plásticos, vidrio, mármol y otros materiales duros.
Los taladros equipados con placas de carburo se fabrican en cuatro tipos: espirales con vástago cilíndrico; espiral con un vástago cónico; con estrías rectas y vástago cónico y estrías oblicuas y vástago cilíndrico.
Proceso de corte durante la perforación. En el proceso de perforación, bajo la influencia de la fuerza de corte, las superficies de corte del taladro comprimen las partículas metálicas adyacentes, y cuando la presión creada por el taladro excede las fuerzas de adhesión de las partículas metálicas, se forman y separan elementos de viruta.
Al perforar metales viscosos (acero, cobre, aluminio, etc.), los elementos individuales de las virutas, adheridos firmemente entre sí, forman virutas continuas que se curvan en espiral. Tales virutas se llaman drenaje. Si el metal que se va a procesar es frágil, por ejemplo, hierro fundido o bronce, las piezas individuales de las virutas se rompen y se separan entre sí. Tales virutas, que consisten en separados desconectados entre
elementos (escamas) de forma irregular, se llama viruta de fractura.
En el proceso de perforación, se distinguen los siguientes elementos de corte: velocidad de corte, profundidad de corte, avance, espesor de viruta y ancho.
El principal movimiento de trabajo del taladro (rotativo) se caracteriza por la "velocidad de corte".
La alimentación de perforación es el movimiento de la broca a lo largo del eje en una revolución. Se indica con S y se mide en mm / rev. El taladro tiene dos filos de corte principales.
Elegir el avance correcto es fundamental para aumentar la vida útil de la herramienta. La velocidad de avance para taladrar y escariar depende de la frecuencia especificada y la precisión del procesamiento, la dureza del material que se procesa, la resistencia del taladro y la rigidez del sistema de piezas de máquina-herramienta.
El grosor del corte (virutas) a se mide en la dirección perpendicular al filo de la broca. El ancho de corte b se mide a lo largo del borde de corte y es igual a su longitud.
Por lo tanto, el área de la sección transversal de la viruta se hace más grande con un aumento en el diámetro de la broca, y para una broca dada, con un aumento en el avance.
El material a cortar resiste el corte y la evacuación de virutas. Para realizar el proceso de corte, se debe aplicar a la herramienta una fuerza de avance P0, que excede las fuerzas de resistencia del material al movimiento axial de la broca, y el par Mcr, necesario para superar el momento de resistencia M y asegurar el principal movimiento de rotación del husillo y el taladro.
La fuerza de avance P0 durante la perforación y el par dependen del diámetro de la broca D, la velocidad de avance y las propiedades del material que se procesa. Por ejemplo, a medida que aumentan el diámetro de la broca y el avance, también aumentan.
La durabilidad de un taladro es el tiempo de su trabajo continuo (de la máquina) hasta el embotamiento, es decir, entre dos triturados. La vida útil de la broca se mide generalmente en minutos.
En el proceso de corte durante la perforación, se genera una gran cantidad de calor debido a la deformación del metal, la fricción de las virutas que salen a lo largo de las ranuras de la broca, la fricción de la superficie trasera de la broca contra la pieza de trabajo, etc. las virutas se llevan el calor y el resto se distribuye entre la pieza y la herramienta. Para proteger contra la brusquedad y el desgaste prematuro cuando la broca se calienta durante el proceso de corte, se utiliza un lubricante refrigerante que elimina el calor de las virutas, las piezas y las herramientas.
Los refrigerantes que se utilizan para la perforación de metales incluyen agua con gas y jabón, emulsiones de aceite, etc.
La elección de los modos de corte al perforar es determinar la velocidad de avance y corte a la que el proceso de perforación de una pieza es el más productivo y económico.
El cálculo teórico de los elementos del modo de corte se realiza de acuerdo con las normas vigentes en fábrica, o según los libros de referencia en el siguiente orden: seleccione el avance, luego calcule la velocidad de corte y configure el número de revoluciones del taladro en base en la velocidad de corte encontrada. Luego, los elementos seleccionados del modo de corte se verifican para determinar la fuerza del eslabón débil del mecanismo de movimiento principal y la potencia del motor eléctrico de la máquina.
Por lo general, en condiciones de producción, al elegir elementos del modo de corte, taladrado, avellanado, escariado, etc., utilizan datos preparados de mapas tecnológicos.
Taladro desgaste y afilado. Las brocas HSS se desgastan a lo largo del flanco, las cintas y las esquinas y, a veces, en el frente.
La superficie trasera del taladro se desgasta como resultado de la fricción contra la superficie de corte y la superficie delantera como resultado de la fricción contra las virutas resultantes. Un taladro sin filo en el proceso de trabajo emite un crujido característico, lo que indica la necesidad de dirigir el taladro hacia el reafilado.
La forma del afilado afecta la durabilidad del taladro y la velocidad de corte permitida por el taladro. Existen las siguientes formas de afilado de brocas: afilado normal simple y doble, afilado con un afilado de puente, con un afilado de cinta, etc. (Tabla 6).
El socavado del dintel consiste en la formación de huecos adicionales en la parte superior de la broca en ambos lados a lo largo de su eje para una longitud de 3-15 mm, después de lo cual la longitud del dintel se reduce a 0.1D. Al mismo tiempo, la fuerza de avance P0 se reduce significativamente y la durabilidad del taladro aumenta 1,5 veces.
Muchos innovadores en la fabricación están trabajando para mejorar el diseño de los taladros con el fin de aumentar su durabilidad.
El afilado de taladros se lleva a cabo en talleres de afilado por afiladores especializados en máquinas especiales.
En algunos casos, los taladros se afilan en máquinas afiladoras simples (afiladoras) equipadas con un dispositivo especial. Al afilar a mano, el taladro se sostiene con la mano izquierda lo más cerca posible de la parte de corte (cono) y con la mano derecha por el mango. Presionando el borde cortante del taladro contra la superficie lateral de la muela, gire suavemente el taladro con un movimiento suave de la mano derecha, asegurándose de que su superficie trasera tenga la pendiente correcta y adopte la forma adecuada. Es necesario eliminar pequeñas capas de metal con una presión débil sobre el círculo con un taladro.
Se debe tener cuidado para asegurarse de que los bordes cortantes tengan la misma longitud y estén afilados en los mismos ángulos. Los taladros con diferentes longitudes o ángulos de filo pueden romperse o perforar un orificio más grande. Después de afilar el flanco del taladro, sus principales bordes de corte deben estar rectos.

Arroz. 4 Afilado del taladro (a); comprobar los ángulos de afilado del taladro con una plantilla (b)
La corrección del afilado de los taladros se verifica con una plantilla especial.