Sondajın amacı. Delme, havşa açma ve raybalama delme işleminin özüdür
13G. Sondaj nedir ve neye dayanır?
Delme, özel bir kesme aleti - delme işlemi sırasında aynı anda delinmekte olan deliğin ekseni boyunca dönme ve öteleme hareketine sahip olan bir matkap kullanılarak bir ürün veya malzemede yuvarlak bir delik açılmasıdır.
137. Delme nerede kullanılır?
Delme öncelikle montaj sırasında birleştirilen parçalarda delik açmak için kullanılır.
138 Gerekli doğruluğa bağlı olarak malzemede yuvarlak delikler oluşturmak için ne tür işlemler kullanılır?
Gerekli doğruluk derecesine bağlı olarak aşağıdaki işleme türleri kullanılır: delme, raybalama, havşa açma, raybalama, delik işleme, havşa açma, merkezleme.
139. Ne tür çalışmalar yapılıyor? sondaj makineleri?
Delme makinelerinde aşağıdaki işlemler gerçekleştirilebilir: delme, önceden açılmış bir deliği daha büyük bir çapa kadar raybalama, havşa açma, raybalama, kaplama, havşa açma, havşa açma, diş açma.
140. Bir alet (matkap) hangi durumlarda dönme ve öteleme hareketleri yapar ve ne zaman - yalnızca öteleme hareketleri yapar?
Matkap, bir delme makinesinde çalışırken iş parçası sabitken dönme ve öteleme hareketi gerçekleştirir. Parçaların bir torna tezgahında, otomatik makinede veya taret makinesinde işlenmesi, parça döndüğünde gerçekleştirilir ve takım yalnızca öteleme hareketi yapar.
141. Delme için kullanılan alet ve cihazları adlandırın.
Delme işlemini gerçekleştirmek için, konik veya silindirik saplı matkaplar, konik adaptör burçları, matkapları delmek için takozlar, iki ve üç çeneli kendinden merkezlemeli matkap mandrenleri, matkapları mandrenlere sabitlemek için tutamaklar, çabuk açılan mandrenler, yaylı mandrenler matkabın otomatik kapatılması, makine mengeneleri, kutular kullanılır. , prizmalar, kelepçeler, kareler, el mengeneleri, eğimli masalar ve ayrıca farklı şekiller demirbaşlar, manuel ve mekanik delme makineleri ve matkaplar.
142. Delme makinesi türlerini adlandırın.
Manuel ve mekanik tahrikli delme makineleri bulunmaktadır. Elle çalıştırılan delme makineleri şunları içerir: döner çekiçler, matkaplar, cırcırlı matkaplar ve elle tutulan delme tezgahları. Mekanik tahrikli manuel delme makineleri, özel saplar kullanıldığında ulaşılması zor yerlerde delik açmanıza olanak tanıyan elektrikli ve pnömatik matkaplar içerir.
Mekanik tahrikli delme makineleri arasında dikey delme makineleri, radyal delme makineleri, yatay delme makineleri ve özel delme makineleri bulunur. Dikey delme makinelerinde çok milli kafaların kullanılmasına yönelik cihazlar bulunabilir. Özel delme makineleri modüler, çok konumlu ve çok milli olabilir.
143 Dikey delme makinesinin avantajları nelerdir?
Dikey delme makinesi, makine tablasının hareket edebileceği dikey kılavuzlara sahip bir çerçeveye sahip olması bakımından diğer delme makinelerinden farklıdır. Ek olarak, makinenin delme milinin farklı dönüş hızlarını elde etmek için bir besleme mekanizmasına, soğutucu sağlamak için bir pompaya ve dişli kutularına sahiptir.
144. Geleneksel tipte delme makinelerinde delik açmak için kullanılabilecek maksimum matkap çaplarını adlandırın.
Dikey delme makinelerinde (tipine bağlı olarak) 75 mm çapa kadar matkaplarla, tezgah delme makinelerinde - 15 mm çapa kadar matkaplarla, masa üstü delme makinelerinde - matkaplarla delik açabilirsiniz. çapı 6 mm'ye kadar. El tipi elektrikli matkaplar (tipine bağlı olarak) 25 mm'ye kadar çapa sahip delikler açabilir ve el tipi pnömatik delme makineleri - 6 mm'ye kadar çapa sahip matkaplar.
145. Matkap mandalı hangi durumlarda kullanılır?
Delme cırcırları ulaşılması zor yerlerde delik açmak için kullanılır. Çelik Yapılar. Mandal kolunun salınımlı hareketi ile sağlanan manuel tahrik, matkabın ve beslemesinin delik ekseni boyunca dönmesini sağlar.
Cırcırla delmenin dezavantajı, sürecin düşük üretkenliği ve yüksek emek yoğunluğudur.
146. Matkap nedir?
Matkap, silindirik delikler açmak için kullanılan bir kesme aletidir (Şek. 23).
147. Tasarımlarına göre matkap türlerini adlandırın. 61
Kesme parçasının tasarımına göre matkaplar, derin delme, merkezleme ve özel için düz kanallı tüylü matkaplara, helisel kanallı spiral matkaplara ayrılır.
148. Tasarımlarına göre helezon matkap türlerini adlandırın.
Tasarımlarına bağlı olarak, bükümlü matkaplar bükülmüş, frezelenmiş, döküm (büyük için) olarak ayrılır.
Çaplar), metal karbür alaşımlarından yapılmış ve kaynaklı plakalarla.
149. Matkaplar hangi çelikten yapılmıştır?
Matkaplar U10A, U12A takım karbon çeliğinden, 9ХС alaşımlı veya yüksek hız çeliğinden R18, R9, REM'den yapılır. Tungsten ve titanyum karbür alaşımlarından yapılmış plakalarla kaplı matkaplar sıklıkla kullanılır.
150 Burgulu matkapla delikler hangi doğruluk sınıfında açılır?
Hassasiyet gereksinimleri gerektiren delikler açmak için bir bükümlü matkap kullanılır; raybalama yoluyla daha ileri işlemler için tasarlanan delikler" 62
|
İşleme doğruluğu |
|||
|
ST-SEV 144-75 |
|||
|
Delik açma yöntemi |
|||
|
Kesinlik |
Tolerans birimi sayısı |
Kalite |
|
|
Jig olmadan delme |
|||
|
30 mm'ye kadar çap - mastar boyunca delme; delme ve havşa açma. Çap 30 mm'nin üzerinde - delme ve havşa açma; kesici ile delme ve delme |
|||
|
Çelik için (20 mm'ye kadar çap) ve |
|||
|
Dökme demir (25 mm'ye kadar çap) - delme ve raybalama. Çelik için (çap 20 mm'nin üzerinde) ve dökme demir için (çap 25 mm'nin üzerinde) - bir kesici ile delme, delik delme veya. havşa açma ve raybalama; bir kesici ile delme ve iki delik açma; sprlenie, havşa açma - nne ve taşlama; delme ve broşlama |
|||
|
12 mm'ye kadar çap - delme ve tekli |
|||
|
Veya çift dağıtım. 12 mm'nin üzerindeki çap - delme; havşa açma ve tek veya çift raybalama; delme ve broşlama |
|||
|
Vanie; delme, havşa açma ve taşlama; delme, havşa açma |
|||
|
yayılıyor |
|||
|
Delme, havşa açma ve ince işleme işlemleri: elmas haddeleme ve hassas delik işleme |
Delerek veya çekerek diş açmak için delikler açın (Tablo 7).
151. Bir bükümlü matkap hangi unsurlardan oluşur? Bir bükümlü matkap bir sap ve bir çalışma parçasından oluşur
Kılavuz ve kesme parçalarına bölünmüş parça. Kılavuz kısmı ile sap arasında bir boyun bulunmaktadır.
152. Sap nedir ve ne için kullanılır? Sap, silindirik veya konik şekilli bir matkabın bir parçasıdır (ahşap matkaplar tetrahedral konik bir sapa sahiptir), sabitlemeye yarar
Konik şekilli matkaplar, Mors konikli konik adaptör burçlarında ve silindirik şekilli - iki veya üç çeneli matkap aynasında bulunur. Uç burçlar ve mandren, mil deliğine sabitlenmiştir. Konik saplar, matkabı milden veya konik adaptör manşonundan çıkarmaya yarayan bir ayakla biter. Silindirik sap bir tasma ile biter. Kare saplı matkaplar çoğunlukla matkap mandalları veya el döndürücülerle delik açmak için kullanılır. Silindirik saplı matkaplar genellikle küçük çaplara sahiptir (20-30 mm'ye kadar).
153. Matkabın kılavuz kısmını açıklayın.
Matkabın kılavuz kısmı, bulunan kısımdır.
Boyun ile kesici kısım arası. Matkabı deliğin ekseni boyunca yönlendirmeye yarar. Kılavuz kısmında talaşların ve matkap çubuğunun çıkarılması için sarmal oluklar bulunur. Matkap kılavuzunun dış vida yüzeyinde bir şerit bulunmaktadır.
154. Matkabın çalışma kısmı hangi unsurlardan oluşur?
Matkabın çalışma kısmı bir kılavuz ve kesme parçalarından oluşur.
155. Matkap şeridi nedir?
Şerit, sapa doğru düzgün bir şekilde ilerleyen sarmal bir oluk boyunca uzanan dar bir kayıştır. Bandın amacı, alet malzemeye girerken görünen deliğin duvarlarına karşı matkabın sürtünmesinin bir kısmını absorbe etmektir. Matkabın çapı şeritler arasındaki mesafeyle ölçülür.
156. Spiral matkabın kesme kısmı nedir?
Spiral matkabın kesici kısmı, enine köprü adı verilen üçüncü bir kenarla birbirine bağlanan iki kesme kenarından oluşur.
157. Matkabın ucundaki açıyı ne belirler?
Matkabın sarmal kanalının eğim açısı, işlenen malzemenin türüne bağlıdır (Tablo 8).
158. Delme sırasında ilerleme kuvvetinin kesmeye etkisi nedir?
Metalin kesici kenarla kesilmesi işlemi, matkabın dönüşünün ve eksenel beslemesinin etkisi altında metalin kesilmesiyle gerçekleştirilir. Kesici kenarın açısı, sarmalın ve sırtın eğim açısı ile belirlenir - 64
Matkap keskinleştirmenin Nim açısı. Gerekli ilerleme kuvveti ve kesme kuvveti miktarı, talaş ve arka kesme açılarının boyutuna ve enine kenarın boyutuna göre belirlenir. Enine kenarı (atlama teli) keskinleştirerek ve belirli bir malzeme için seçerek delme sırasında gerekli ilerleme kuvvetini azaltabilirsiniz. optimum açı kesme
159. Matkap iyi delmezse ne yapmalısınız?
Matkap iyi delmiyorsa keskinleştirilmelidir. Bileme elle veya makine ile yapılabilir.
Matkabın doğru şekilde bilenmesi, gerekli açıların elde edilmesini mümkün kılar, matkabın ömrünü uzatır, eforu azaltır ve ayrıca doğru şekilde yapılmış deliklerin elde edilmesini mümkün kılar.
Belirli bir malzeme için gerekli kesme açılarının seçilmesi ve matkaplar için özel bileme makinelerinde bileme yapılması, doğru bileme açılarının elde edilmesini ve enine kenarın matkabın ortasındaki konumunu sağlar. Keskinleştirmeden sonra, bir iletki veya şablon kullanarak keskinleştirme açılarını kontrol edebilirsiniz.
160. Tüy matkabını tanımlayın.
Tüy matkaplar (Şekil 23, b) genellikle U10A veya U12A karbon takım çeliğinden yapılır.Bu matkaplar aşağıdaki elemanlara sahiptir: 116° açılı çift taraflı kesici parça, 90° açılı tek taraflı kesici parça. 120°, 100-110° açılı kılavuz parçası, konik çalışma parçası, boyun ve sap.
Çift taraflı kesici kısım, matkap her iki yönde döndüğünde çalışma hareketi sağlar. Tek taraflı kesici kısım matkabın sadece tek yönde çalışmasını sağlar. 65
Bu matkapların dezavantajı kılavuz olmaması ve her bilemede çapın değişmesidir. Yüksek hassasiyette uygulama gerektirmeyen küçük çaplı delikler için kullanılır.
Uzatılmış kılavuzlu tüylü matkaplar daha iyi yön ve daha doğru delik boyutu sağlayarak kılavuz taşlanana kadar aynı çapın elde edilmesini mümkün kılar. Ancak bu tatbikatlar pek verimli olmuyor.
161. Matkap beslemesi nedir?
Bir matkabın ilerlemesi, matkabın kendi ekseni boyunca bir tam dönüş sırasında malzeme içindeki mm cinsinden eksenel hareketidir.
162. Kesme derinliği nedir?
Kaldırılan malzeme hurdası, t = y mm formülüyle ifade edilen, kaldırılan katmanın kalınlığı ile karakterize edilir; burada t derinliktir
Kesme, matkabın d çapı.
163. Kesme hızı nedir?
Delme sırasındaki kesme hızı, aşağıdaki formülle ifade edilen, matkap bıçağının çevresel hızıdır, m/dak.
Burada d matkabın çapıdır; n - dakikadaki matkap dönüş hızı.
164. Sondaj yapmaya başlamadan önce ne yapmalısınız?
Delmeye başlamadan önce malzemeyi (delme yerlerini işaretleyip işaretleyin), aleti ve delme makinesini uygun şekilde hazırlamanız gerekir. Parçanın sondaj makinesi masasına veya başka bir cihaza montajını sabitledikten ve kontrol ettikten sonra ve ayrıca matkabı makine miline sabitledikten sonra, talimatlara ve iş güvenliği gerekliliklerine uygun olarak delmeye başlayın. Matkabı soğutmayı unutmamalıyız.
165. Delme sırasındaki kusurları adlandırın.
Delme işlemindeki kusurlar farklı olabilir: matkabın kırılması, kesici kenarların ufalanması, matkabın delik ekseninden sapması vb. olabilir.
Masada 9, kusur türlerini, oluşma nedenlerini ve bu kusurları ortadan kaldırma yöntemlerini gösterir, 66
Bazı durumlarda iletken plakalarda iletken burçları olmayan delikler bulunur.
167. Delme sırasında soğutmanın amacı nedir ve hangi soğutucular kullanılır?
Kesme sıvısı (soğutucu) üç ana işlevi yerine getirir: kesici takım, matkap, parçanın metali ve talaşlar arasındaki sürtünmeyi azaltan bir yağlayıcıdır; kesme bölgesinde oluşan ısıyı yoğun bir şekilde uzaklaştıran ve bu bölgeden talaşların uzaklaştırılmasını kolaylaştıran bir soğutma ortamıdır.
Soğutma sıvıları her türlü metal kesme işleminde kullanılır.
İyi bir soğutucu, aletlerin, donanımların ve parçaların korozyonuna neden olmaz, insan cildi üzerinde zararlı bir etkiye sahip değildir, hoş olmayan bir kokuya sahip değildir ve ısıyı iyi bir şekilde giderir. Çelikte delik açarken, sulu bir sabun çözeltisi, %5'lik bir emülsiyon E-2 veya ®ET-2 çözeltisi, alüminyumda delik açarken ise %5'lik bir emülsiyon E-2, ET-2 çözeltisi veya bir sıvı kullanın. aşağıdaki bileşim: yağ " Endüstriyel" -% 50, gazyağı -% 50. Dökme demirde küçük delikler açarken soğutma sıvısı kullanılmaz. Dökme demirde derin delikler açarken, sıkıştırılmış hava veya %1,5 emülsiyon E-2 veya ET-2 çözeltisi. Bakır ve buna dayalı alaşımları delerken,% 5'lik bir emülsiyon E-2, ET-2 veya Endüstriyel yağ çözeltisi kullanın.
168. Metalde çapı 30 mm'den büyük delikler nasıl yapılır?
Metal veya çapı 30 mm'den büyük parçalarda delik açmak için çift delme kullanılmalıdır. İlk işlem 10-12 mm çapında bir matkapla, ardından gerekli çapta bir matkapla (raybalama) gerçekleştirilir. İki delikli delme veya delme, raybalama ve havşa açma sırasında kesme kuvvetleri ve çalışma süresi önemli ölçüde azalır.
169. Kırık bir matkap metaldeki bir delikten nasıl çıkarılır?
Kırık matkabı açılan delikten, matkabın çıkıntılı bir kısmı varsa pense kullanarak, kırık parçanın spiralinin ters yönünde çevirerek çıkarabilirsiniz. Kırık matkap malzemenin içindeyse, delinecek parçayı matkapla birlikte kızarana kadar ısıtın ve ardından yavaş yavaş soğutun. Gevşetilmiş matkap özel bir aletle sökülebilir
170. Hangi alete merkez matkap denir?
Merkez matkap, millerin uç yüzeylerinde merkez delikler açmak için kullanılan bir araçtır. İki tür merkezleme matkabı vardır: emniyet konisi olmayan normal merkezleme delikleri için ve emniyet konili merkezleme delikleri için (Şek. 25). Sıradan bir merkezleme matkabının normalleştirilmiş açısı 60°'dir ve emniyet konisi ile 60 ve 120°'dir.
Büyük ve ağır şaftlarda, uçlardaki merkez girintisi üç işlemle gerçekleştirilir: delme, 60°'de havşa açma ve emniyet konisinin 120°'de havşa açması.
171. Havşa açma hangi aletle ve ne zaman yapılır?

Havşa açma, önceden açılmış bir deliğin çapındaki bir artış veya ek yüzeylerin oluşturulmasıdır. Bu işlem için kesme kısmı silindirik, konik, uç veya şekilli yüzeye sahip olan havşalar kullanılır (Şekil 26). Havşa açmanın amacı perçinlerin, vidaların veya cıvataların başları için deliklerde yeterli oturma yerleri oluşturmak veya uç yüzleri hizalamaktır.
Havşalar sağlam veya kaynaklı saplı olabilir.
172. Havşa hangi malzemelerden yapılmıştır?
Havşa, karbon takım çeliği YUA, U12A, alaşımlı çelik 9ХС veya yüksek hız çeliği P9, P12'den yapılmıştır. Sert alaşımlardan yapılmış lehimli kesici uçlara sahip olabilirler. Havşaların sapları ve dizgi havşalarının gövdeleri 45 çelikten veya
173. Havşa türlerini adlandırın.
Havşalar katı silindirik, konik, şekilli, kaynaklı saplı kaynaklı, sağlam montajlı ve prefabrik montajlı olabilir. Küçük çaplı havşalar genellikle katı yapılır ve büyük çaplı havşalar kaynak yapılır veya monte edilir. Konik havşaların tepe açısı 60, 75, 90 ve 120°'dir.
174. Süpürme nedir ve ne zaman kullanılır? Rayba, çok kenarlı bir kesici alettir.
Yüksek doğruluk derecesine ve düşük yüzey pürüzlülüğüne sahip bir delik oluşturmak amacıyla deliklerin bitirilmesinde kullanılır.
Raybalar kaba ve bitirme olarak ikiye ayrılır. Nihai dağıtım, 2.-3. sınıf doğruluğunu (ESDP CMEA'da 10.-7. yeterlilik) ve özellikle dikkatli bir uygulamayla elde eder - 7.-8. sınıf saflık yüzey pürüzlülüğü ile 1. sınıf (6.-5. yeterlilik) ( Ra = 1,25...0,32 mikron).
175. Raybalamadan önce deliğin çapı ne olmalıdır?
Raybalama, çizimin gerektirdiği son delik boyutunu verir. Raybalama deliğinin çapı, raybalama payı miktarına göre son deliğin çapından daha az olmalıdır (Tablo 10).
|
10. Delme, kesici veya havşa açma sonrasında raybalama için çap payı, mm |
176. Tarama türlerini ve türlerini adlandırın.
Aşağıdaki rayba türleri ayırt edilir: kullanım yöntemine göre - manuel ve makine, şekle göre - silindirik veya konik çalışma kısmı işleme doğruluğu açısından - kaba işleme ve ince işleme, tasarım açısından - silindirik saplı, konik (Mors konik) saplı ve monte edilmiş olanlarla. Ataşman raybaları katı, takılı bıçaklı veya yüzer olabilir. Manuel raybalar katı veya genişleyen olabilir. Raybalar basit ve sarmal dişlere sahip olabilir. İncirde. Şekil 27 manuel taramaları gösterir.
177. Düz dişli raybaların diş sayısı nedir?
Rayba dişlerinin sayısı çapına ve amacına bağlıdır. Bu nedenle, yüksek hassasiyetli raybalar için ve kırılgan malzemeleri (dökme demir, bronz) işlerken, sayı
Diğer durumlarda
Г = 1,51/0 + 2,
Burada D, raybanın çapıdır, mm. Düz dişli manuel ve makine raybalardaki diş sayısı çoğunlukla eşittir (örneğin, 8, 10, 12, 14).
178. Spiral gelişimlerde kesici kenarların yönlerini adlandırın.
Spiral dişli raybalarda sol ve sağ kesme parçaları bulunur.
179. Genişletme ve ayarlanabilir raybalar ne zaman kullanılır?
Genişleyen ve ayarlanabilir raybalar aşağıdaki durumlarda kullanılır: onarım işi Farklı toleranslara sahip deliklerin raybalanması ve halihazırda tamamlanmış bir deliğin minimum düzeyde genişletilmesi için.
180. Mors konikli lokmalar elde etmek için konik rayba setine neler dahildir?
Mors konik soketler için konik rayba seti üç rayba içerir: kaba, orta ve son (konik) raybalar.
181. Kazan raybaları nerede kullanılır?
Kazan raybaları, kazan işlerinde perçin deliklerini genişletmek için kullanılır.
182. Üç tüylü elin saplarının bağlandığı yer
Süpürmek mi?
Üç kanallı el raybaları kalıcı veya ayarlanabilir tutuculara monte edilir.
183. Raybaların neden farklı kesme adımları var?
Deliğin kalitesini arttırmak ve fasetlenmesini önlemek için daire etrafındaki dişler birbirinden farklı mesafelere yerleştirilir, yani eşit olmayan bir adım kullanılır.
184. Bir gelişme hangi unsurlardan oluşur? Geliştirme aşağıdaki unsurlara sahiptir: çalışma kısmı,
Boyun ve sap (konik veya silindirik).
185. Çeşitli malzemelerde delik açarken kullanılan soğutucuları adlandırın.
Masada Şekil 11, çeşitli malzemelerde delik açarken kullanılan soğutucu bileşimlerini göstermektedir.
Soğutma sıvısı, takımı soğutmak, sürtünmeyi azaltmak ve ayrıca takımın kesici kısmının servis ömrünü uzatmak için kullanılır.
186. Raybalar hangi malzemelerden yapılmıştır?
Raybaların, U10A ve U12A karbon takım çeliklerinin, 9ХС, ХВ, ХГСВФ alaşımlı takım çeliklerinin, Р9 ve Р18 yüksek hız çeliklerinin yanı sıra çelik, bakır ve diğer viskoz metallerin ve 74 kalitenin işlenmesi için Т15К6 sınıfı sert alaşımların üretimi için kullanılmış
Dökme demir ve diğer kırılgan metallerin işlenmesi için VK8. Yüksek hız çeliğinden yapılmış raybalar, çelik 45'ten yapılmış kaynaklı saplarla yapılır. Prefabrik raybaların gövdeleri, ayarlanabilir ve bağlantı parçaları yapısal çelikten yapılmıştır.
187, Zımba nedir ve hangi durumlarda delik açılır?
Fis'e yumruk at. 28), kalınlığı 4 mm'yi geçmeyen sac veya şerit metal veya metalik olmayan malzemelerde delik açmak için kullanılan U7 veya U8 karbon takım çeliğinden yapılmış bir metal işleme aletidir.
Zımbanın çalışma kısmı yuvarlak, dikdörtgen, kare, oval veya başka bir şekle sahip olabilir. Deri ve kalay için zımba, çalışma kısmında, zımbanın alt kısmının duvarından geçen uzunlamasına bir yan deliğe bağlanan kör bir deliğe sahiptir. Atıklar bu delikten dışarı atılır.
Delik delme, delik alanında bir miktar yüzey hasarının kabul edilebilir olduğu ve deliğin temiz ve doğru olmasının gerekli olmadığı durumlarda gerçekleştirilir.
188. Sondaj makinelerinde çalışırken hangi güvenlik gereksinimlerine uyulmalıdır?
Delme makinesi, ekipmanın kullanım talimatlarına ve ayrıca iş güvenliği gerekliliklerine uygun olarak açılmalı ve çalıştırılmalıdır. Özellikle kadınlar için özel iş kıyafetleri kullanmalı ve saçınızı başlığınızla uyumlu hale getirdiğinizden emin olmalısınız.
Parçalar, teknik durumu iyi olan bir mengeneye veya sabitleme elemanına doğru ve güvenli bir şekilde sabitlenmelidir. Küçük delikler açarken iş parçasını tutan sol el, iş milinin dönüş yönünün tersine direnç uygulamalıdır. Delme milinin çalışma stroku sırasında
Makine durdurulmamalı veya yavaşlatılmamalı, hızlar ve ilerlemeler değiştirilmemeli veya tabla veya parçadaki talaşlar temizlenmemelidir.
Matkap, bir fırça veya sulama kullanılarak soğutucu ile soğutulmalıdır. Nemli bez veya bezlerle soğutmaya izin verilmez. Delme makinesi kuru ellerle çalıştırılmalı veya durdurulmalıdır. Onarılabilecek tüm hasarlar eğitimli bir işçi tarafından onarılmalıdır. Çalışmaya başlamadan önce sondaj makinesinin ve aletlerinin teknik durumunu kontrol etmelisiniz.
Delme, katı bir malzemede bir kesici alet - bir matkapla delik oluşturma işlemidir. Delme aşağıdaki durumlarda kullanılır: örneğin cıvataları, perçinleri, saplamaları vb. sabitlemek için kritik olmayan delikler, düşük doğruluk derecesi ve düşük pürüzlülük sınıfı elde etmek için;
diş açma, raybalama ve havşa açma için delikler üretmek için.
Delme, döküm, dövme, damgalama veya diğer yöntemlerle üretilen katı bir malzemedeki bir deliğin boyutunun büyütülmesidir.

Delerek ve raybalayarak 10., bazı durumlarda 11. kalitede bir delik ve 320 80 yüzey pürüzlülüğü elde edebilirsiniz. Daha fazlası gerektiğinde yüksek kalite deliğin yüzeyi (delmeden sonra) ayrıca havşalanır ve raybalanır.
Bazı durumlarda delme doğruluğu, makinenin dikkatli bir şekilde ayarlanmasıyla, uygun şekilde bilenmiş bir matkapla veya mastar adı verilen özel bir cihazla delme yoluyla artırılabilir.
Tasarımlarına ve amaçlarına göre matkaplar ayırt edilir: spiral ve özel (dairesel delme için tüylü veya düz, tabanca matkapları, diğer aletlerle birlikte, merkezleme vb.).
Delik açmak için spiral matkaplar daha sık kullanılır ve özel olanlar daha az kullanılır.
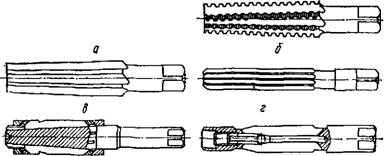
Bükümlü matkap (Şekil 179, a, 6, c), iki ana parçadan oluşan iki dişli (çift kenarlı) bir kesici alettir: bir çalışma parçası ve bir sap.
Matkabın çalışma kısmı ise silindirik (kılavuz) ve kesici parçalardan oluşur. Silindirik kısımda birbirine karşı yerleştirilmiş iki sarmal oluk vardır. Amaçları, matkap kullanımdayken açılan delikten talaşları çıkarmaktır. Matkaplardaki oluklar, matkabın kesici kenarlarının doğru oluşumunu ve talaş çıkışı için gerekli alanı sağlayan özel bir profile sahiptir (Şek. 180).
Yivin şekli ve matkap ekseninin yönü ile şeride teğet arasındaki eğim açısı с (omega), diş bölümünü zayıflatmadan yeterli talaş alanı ve kolay talaş kaldırma sağlanacak şekilde olmalıdır. Ancak helisel kanalın eğim açısı arttıkça matkaplar (özellikle küçük çaplı olanlar) zayıflar. Bu nedenle, küçük çaplı matkaplar için bu açı daha küçük, büyük çaplı matkaplar için daha büyük yapılır. Matkap helisel kanalının eğim açısı 18 - 45°'dir. Çelik delmek için, 26 - 30° kanal açısına sahip matkaplar kullanın, kırılgan metalleri delmek için (pirinç, bronz) - 22 - 25°, hafif ve sert metalleri delmek için - 40 - 45°, alüminyum, duralumin ve elektron işlerken - 45°.
Helisel olukların yönüne bağlı olarak, spiral matkaplar sağ elle (oluk soldan sağa doğru yükselen sarmal bir çizgi boyunca yönlendirilir, matkap çalışma sırasında saat yönünün tersine hareket eder) ve sola (oluk yönlendirilir) ayrılır. sağdan sola doğru yükselen sarmal bir çizgi boyunca hareket saat yönünde gerçekleşir). Solak matkaplar nadiren kullanılır.
Matkabın silindirik yüzeyindeki matkabın sarmal olukları boyunca yer alan iki dar şeride şerit denir. Matkabın deliğin duvarlarına sürtünmesini azaltmaya, matkabı deliğe yönlendirmeye ve matkabın yana doğru hareket etmemesini sağlamaya yardımcı olurlar. 0,25 - 0,5 mm çapındaki matkaplar şeritsiz yapılır.
Matkabın delinmekte olan deliğin duvarlarına karşı sürtünmesinin azaltılması, matkabın çalışma kısmının ters bir koniye sahip olmasıyla da sağlanır, yani. matkabın kesme kısmındaki çapı, diğer uçtakinden daha büyüktür. sap. Bu çaplar arasındaki fark her 100 mm matkap için 0,03 - 0,12 mm'dir. Karbür kesici uçlarla donatılmış matkaplar için, matkap uzunluğunun her 100 mm'si için 0,1 ila 0,3 mm arasında ters konik uygulanır.
Diş, matkabın kesici kenarları olan alt ucundan çıkıntı yapan kısmıdır.
Matkap dişinin, dişin dış yüzeyinin girintili kısmı olan bir sırtı ve kesici kısım üzerindeki dişin uç yüzeyi olan bir arka yüzeyi vardır.
Yivin talaş basıncını alan yüzeyine talaş yüzeyi adı verilir. Ön ve arka yüzeylerin kesişimi kesici kenarı oluşturur. Arka yüzeylerin kesişmesiyle oluşan çizgi enine kenarı temsil eder. Değeri matkabın çapına bağlıdır (ortalama olarak matkap çapının 0,13'üne eşittir).
Ön yüzeyin şerit yüzeyi ile kesişme çizgisi şeridin kenarını oluşturur.
Kesici kenarlar, kısa bir enine kenarla çekirdekte (çekirdek, oluklar arasındaki çalışma parçasının gövdesidir) birbirine bağlanır. Matkabın daha fazla mukavemeti için, çekirdek enine kenardan olukların ucuna (şaftın ucuna) kadar kademeli olarak kalınlaşır.
Kesme kenarları arasındaki açının (matkabın ucundaki açı 2φ) kesme işlemi üzerinde önemli bir etkisi vardır. Arttıkça matkabın gücü de artar, ancak aynı zamanda ilerleme kuvveti de keskin bir şekilde artar. Uç açısı azaldıkça kesim kolaylaşır ancak matkabın kesici kısmı zayıflar.
Bu açının değeri işlenen malzemenin sertliğine (derece) bağlı olarak seçilir:

İncirde. Şekil 181, bir bükümlü matkabın açılarını göstermektedir. Matkap dişinin (kama) ön yüzeyi spiral bir oyuk, arka yüzeyi ise koninin yan yüzeyi tarafından oluşturulur. Matkabın kesici kısmının geometrik parametreleri Şekil 2'de gösterilmektedir. 182 (bkz. bölüm N-N).
Talaş açısı γ (gamma), kesme yüzeyi (işlenmiş yüzey) ile talaş yüzeyine (veya talaş yüzüne) teğet arasındaki açıdır.
Eğim açısının varlığı, takımın daldırılmasını kolaylaştırır, talaşlar daha iyi ayrılır ve doğal olarak akma olanağına sahip olur.
Talaş açısı arttıkça takımın çalışma koşulları iyileşir, kesme kuvveti azalır ve dayanıklılık artar. Aynı zamanda aletin kesici kısmının gövdesi zayıflar ve bu da kolayca talaşlanıp kırılabilir; ısı dağılımı bozulur, bu da hızlı ısınmaya ve sertlik kaybına neden olur. Bu nedenle her takım için belirli eğim açısı değerleri benimsenir. Sert ve dayanıklı malzemelerin işlenmesinde ve takım çeliğinin mukavemeti düşük olduğunda eğim açıları daha küçüktür. Bu durumda talaşları gidermek için daha fazla çaba sarf edilmesi ve takımın kesici kısmının daha güçlü olması gerekir. Yumuşak, viskoz malzemeleri işlerken eğim açıları daha büyüktür.
Boşluk açısı a (alfa), boşluk yüzeyine (veya boşluk kenarına) teğet ve işlenmiş yüzeye teğet tarafından oluşturulan boşluk yüzeyinin eğim açısıdır. Boşluk açısı, yan yüzün (veya arka yüzün) işlenen yüzeye sürtünmesini azaltmak için verilir.
A açıları çok küçük olursa sürtünme artar, kesme kuvveti artar, takım çok ısınır ve arka yüzey hızla aşınır. Çok büyük boşluk açıları ile takım zayıflar ve ısı yayılımı bozulur.
Matkabın kesici kenarın farklı noktalarındaki ön ve arka açıları farklı boyutlardadır; matkabın dış yüzeyine daha yakın bulunan noktalar için eğim açısı daha büyüktür ve bunun tersi de merkeze daha yakın olan noktalar için eğim açısı daha küçüktür. Matkabın çevresinde (dış çap) en büyük değere sahipse (25 - 30°), matkabın tepesine yaklaştıkça sıfıra yakın bir değere düşer.
Eğim açısı gibi, matkabın arka açısının boyutu da kesme kenarındaki farklı noktalara göre değişir: matkabın dış yüzeyine daha yakın olan noktalar için arka açı daha küçüktür ve merkeze daha yakın olan noktalar için daha büyüktür.



Koniklik açısı β, ön ve arka yüzeylerin kesişmesiyle oluşturulur.
Koniklik açısı β (beta) değeri, eğim ve arka açıların seçilen değerlerine bağlıdır, çünkü
α + β + y = 90°.
Spiral matkapların sapları konik veya silindirik olabilir. Konik saplarda 6 ila 80 mm çapında matkaplar bulunur. Bu saplar bir Mors konik tarafından oluşturulur. Silindirik saplı matkaplar 20 mm çapa kadar üretilmektedir. Sap, matkabın çalışma kısmının devamıdır.
Konik saplı matkaplar doğrudan makine milinin deliğine (veya adaptör manşonları aracılığıyla) monte edilir ve sap ile duvarlar arasındaki sürtünmeyle tutulur. konik delik iğ. Silindirik saplı matkaplar, özel mandrenler kullanılarak makine miline sabitlenir. Konik sapın ucunda, matkabın iş mili içinde dönmesine izin vermeyen ve matkabı yuvadan çıkarırken durdurma görevi gören bir ayak (bkz. Şekil 179, a) vardır. Silindirik saplı matkaplar, torku milden matkaba ek olarak iletmek için tasarlanmış bir sürücüye sahiptir (bkz. Şekil 179, 6).
Çalışma parçasını sapa bağlayan matkap boynu, çalışma parçasının çapından daha küçük bir çapa sahiptir, taşlama işlemi sırasında aşındırıcı tekerleğin serbest bırakılmasına hizmet eder ve üzerinde matkap derecesi belirtilir.
Spiral matkaplar karbon takım çeliği U10 ve U12A, alaşımlı çelik (krom sınıfı 9X ve krom-silikon sınıfı 9XC), yüksek hızlı kesme çeliği P9, P18'den yapılmıştır.
Matkap üretimi için VK6, VK8 ve T15K6 kalitelerinin metal-seramik sert alaşımları giderek daha fazla kullanılmaktadır. En yaygın olanı yüksek hız çeliğinden yapılmış bükümlü matkaplardır.


Sert alaşımlardan yapılmış plakalarla donatılmış matkaplar (Şekil 183, a, 6), dökme demir, sertleştirilmiş çelik, plastik, cam, mermer ve diğer sert malzemelerin delinmesinde ve raybalanmasında yaygın olarak kullanılmaktadır.
Takım karbon çeliklerinden yapılan matkaplarla karşılaştırıldığında önemli ölçüde daha kısa çalışma parçası uzunluğuna sahiptirler. büyük çapçekirdekler ve sarmal oluğun daha küçük bir eğim açısı. Bu matkaplar yüksek dayanıklılığa sahiptir ve yüksek verimlilik sağlar.
VK tipi sert alaşımlarla donatılmış, çapı 5 ila 30 mm arasında değişen çeşitli matkap türleri vardır. Bu matkapların gövdeleri P9, 9ХС ve 40Х çelik kalitelerinden yapılmıştır.
Helisel kanallı matkaplar, özellikle sert metalleri delerken delikten önemli ölçüde daha iyi talaş çıkışı sağlar. Bu, 1,5 -2 matkap çapı uzunluğunda vida oluğunun düz olması ve ardından matkabın kuyruk kısmına doğru helisel olması nedeniyle elde edilir.
Kırılgan metallerde delik açarken düz kanallı matkaplar kullanılır. Üretimleri daha kolaydır ancak bu matkaplar, talaşların delikten çıkmasını zorlaştırdığı için derin delikleri delmek için kullanılamaz.
Talaş çıkışı için olukların uzunluğu çok kısa olduğundan, sığ delikleri delmek için eğik kanallı matkaplar kullanılır.
Matkabın kesici kenarlarına soğutucu sağlamak için delikli matkaplar (Şekil 183, c), elverişsiz koşullarda derin delikler açmak için tasarlanmıştır. Bu matkaplar, matkabın dış yüzeyi ile deliğin duvarları arasındaki boşluğa 10 - 20 kgf/cm2 basınç altında sağlanan soğutma sıvısının kesici kenarların soğutulmasını sağlaması ve talaş kaldırmayı kolaylaştırması nedeniyle dayanıklılığı arttırmıştır.

Matkap, matkabın kuyruğundaki deliğe soğutma sıvısı sağlayan özel bir mandrene monte edilir. Bu matkaplar özellikle ısıya dayanıklı malzemelerle çalışırken etkilidir.
Açık kanallı matkaplarla delik açarken kesme modu 2-3 kat, takım ömrü ise 5-6 kat artar. Bu şekilde delme, özel makinelerde özel mandrenlerde gerçekleştirilir (Şek. 184).
Yekpare karbür matkaplar, ısıya dayanıklı çeliklerin işlenmesi için tasarlanmıştır. Bu tür matkaplar delme makinelerinde çalışmak için (malzeme VK15M sert alaşımdır) ve metal kesme tornalarında (VK10M sert alaşımdır) çalışmak için kullanılabilir.
Karbür matkapların gövdeleri P9, 9ХС, 40Х, 45Х çelikten yapılmıştır. Matkaplarda, bakır veya pirinç lehim ile sabitlenmiş sert alaşımlı bir plaka için bir oluk kesilir.
Havşa matkabı, rayba matkabı, musluk matkabı gibi kombine matkaplar eş zamanlı delme ve havşa açma, delme ve raybalama veya delme ve kılavuz çekme için kullanılır.
Merkezleme matkapları, merkez delikleri oluşturmak için kullanılır. çeşitli boşluklar. Emniyet konisi olmadan (Şek. 185, a) ve emniyet konisi ile (Şek. 185, b) yapılırlar.
Tüy matkaplar, üretimi en basit olanlardır ve esas olarak sert dövme ve dökümlerin, kademeli ve şekilli deliklerin işlenmesi sırasında, çapı 25 mm'ye kadar olan kritik olmayan delikleri delmek için kullanılır. Delme genellikle cırcır ve el matkaplarıyla yapılır.
Bu matkaplar U10, U12, U10A ve U12A takım karbon çeliğinden ve çoğunlukla yüksek hız çeliği P9 ve P18'den yapılır.
Tüy matkabı saplı bir bıçak şeklindedir. Kesici kısmı, tepe açıları 2φ = 118 + 120° ve boşluk açısı α = 10÷20° olan üçgen şeklindedir.
Tüy matkapları çift taraflı (Şek. 186, a) ve tek taraflı (Şek. 186, b) olarak ikiye ayrılır, en yaygın olanı çift taraflıdır. Tek taraflı nokta matkabın bileme açısı çelik için 75 - 90°, demir dışı metaller için - 45 - 60° olarak kabul edilir. Çift taraflı matkap ucunun bileme açısının 120-135° olduğu varsayılır.
Tüy matkaplar yüksek kesme hızlarına izin vermez ve talaşlar delikten çıkarılmadığı, ancak matkapla birlikte dönüp deliğin yüzeyini çizdiği için büyük deliklerin açılması için uygun değildir. Ayrıca çalışma sırasında matkap hızla körelir, aşınır, kesme kalitesini kaybeder ve deliğin ekseninden uzaklaşır.
Delme, matkap adı verilen bir alet kullanılarak katı malzemede delik açma işlemidir.
Delik açmak sıhhi tesisatta yaygın bir işlemdir. Parçaları cıvata, vida, perçin veya diğer bağlantı elemanlarıyla bağlamak için kullanılır; sonraki diş açma için deliklerin elde edilmesi; fazla metalin doğrama veya eğeleme yerine daha verimli yöntemlerle uzaklaştırılması; bir dizi onarım ve montaj işi yapmak (bastırılamayan bir parçanın delinmesi vb.).
Raybalama, bir matkap kullanılarak bir deliğin çapının arttırılması işlemidir.
Delikler, işlevsel amacına bağlı olarak değişen hassasiyet derecelerinde işlenebilir ve değişken bir kesite sahip olabilir.
Delme işlemi sırasında kesme kuvvetinin etkisi altında matkabın kesici yüzeyleri yanlarındaki metal parçacıkları sıkıştırır ve matkabın yarattığı basınç metal parçacıkların yapışma kuvvetlerini aştığında talaş elemanları oluşturularak ayrılır. .
Sünek metalleri (çelik, bakır, alüminyum vb.) delerken, talaşın birbiriyle sıkı bir şekilde kenetlenen ayrı ayrı elemanları, spiral şeklinde kıvrılan sürekli bir talaş oluşturur. Bu tür talaşlara drenaj talaşları denir. İşlenen metal, dökme demir veya bronz gibi kırılgansa, talaşların ayrı ayrı elemanları kırılır ve birbirinden ayrılır. Birbirinden ayrılmış düzensiz şekilli bireysel elemanlardan (ölçeklerden) oluşan bu tür talaşlara kırılma talaşları denir.
Delme işlemi sırasında aşağıdaki kesme elemanları ayırt edilir: kesme hızı, kesme derinliği, ilerleme, talaş kalınlığı ve genişliği Matkabın ana çalışma hareketi (dönme), kesme hızı ile karakterize edilir.
Delme sırasında ilerleme, matkabın eksen boyunca bir devirde hareketidir. S ile gösterilir ve mm/dev cinsinden ölçülür. Matkabın iki ana kesici kenarı vardır.
Doğru seçim Takım ömrünün arttırılması için ilerleme büyük önem taşımaktadır. Delme ve raybalama sırasındaki ilerleme miktarı, belirtilen işleme sıklığına ve doğruluğuna, işlenen malzemenin sertliğine, matkabın mukavemetine ve takım tezgahı-iş parçası sisteminin sertliğine bağlıdır.
Kesimin (talaş) a kalınlığı matkabın kesici kenarına dik yönde ölçülür. Kesimin genişliği kesme kenarı boyunca ölçülür ve uzunluğuna eşittir.
Böylece, matkap çapının artmasıyla ve belirli bir matkap için ilerlemenin artmasıyla talaşın kesit alanı büyür.
İşlenen malzeme kesmeye ve talaş kaldırmaya karşı dayanıklıdır. Kesme işlemini gerçekleştirmek için, malzemenin matkabın eksenel hareketine karşı gösterdiği direnç kuvvetini aşan bir Po besleme kuvveti alete uygulanmalı ve M direnç momentinin üstesinden gelmek ve ana kesmeyi sağlamak için gerekli bir Mkr torku uygulanmalıdır. iş milinin ve matkabın dönme hareketi.
Delme sırasındaki ilerleme kuvveti P0 ve tork, matkap çapı D'ye, ilerleme hızına ve işlenen malzemenin özelliklerine bağlıdır.
Bir matkabın dayanıklılığı, dakika cinsinden ölçülen, körelmeden önce sürekli (makine) çalışma süresidir.
Delme sırasında kesme işlemi sırasında serbest kalır çok sayıda sıcaklık. Isının büyük kısmı talaşlar tarafından taşınır ve geri kalanı parça ile takım arasında dağıtılır. Kesme işlemi sırasında matkap ısıtıldığında körleşmeye ve erken aşınmaya karşı koruma sağlamak için talaşlardan, parçalardan ve aletlerden ısıyı uzaklaştıran bir soğutucu yağlayıcı kullanılır.
Delme sırasında kesme modlarının seçimi, bir parçayı delme işleminin en verimli ve ekonomik olduğu ilerleme ve kesme hızının belirlenmesinden oluşur.
Kesme modu elemanlarının teorik hesaplaması, fabrikada yürürlükte olan standartlara veya referans kitaplarına göre aşağıdaki sırayla gerçekleştirilir: ilerleme hızını seçin, ardından kesme hızını hesaplayın ve bulunan kesme hızına göre, kesme hızını ayarlayın. matkabın devir sayısı. Daha sonra kesme modunun seçilen elemanları, ana hareket mekanizmasının zayıf halkasının gücü ve makinenin elektrik motorunun gücü ile kontrol edilir.
Genellikle üretim koşullarında kesme, delme, havşa açma, raybalama vb. elemanların seçiminde teknolojik haritalardan hazır veriler kullanılır.
Belirli bir derinliğe kadar kör delik açmanız gerekiyorsa, iş parçasını takıp hizaladıktan sonra matkabı parçanın yüzeyine temas edecek şekilde getirmeli ve bu pozisyonda makine üzerindeki cetveli ayarlamalısınız. sıfıra getirin (Şekil a). Delme işlemi sırasında cetveli takip ederek istediğiniz zaman matkabın metalde ne kadar derine indiğini belirleyebilirsiniz.
Belirli bir derinliğe delik açarken ayarlama yapmanın başka bir yolu da durdurma manşonunu 1 takarak matkaba sabitlemektir (Şek. b). Manşon parça 2'nin yüzeyine ulaştığında bu, matkabın gerekli derinliğe kadar delik açtığı anlamına gelir.
 Derin delikler açarken, talaşları çıkarmak için zaman zaman matkabı delikten çıkarmak gerekir. Bu, delmeyi kolaylaştırır ve deliğin yüzey kalitesini iyileştirir.
Derin delikler açarken, talaşları çıkarmak için zaman zaman matkabı delikten çıkarmak gerekir. Bu, delmeyi kolaylaştırır ve deliğin yüzey kalitesini iyileştirir.
a - cetvel boyunca kör bir delik açmak, b - durdurma manşonu boyunca delme: 1 - durdurma manşonu, 2 - parça
Bir parçanın yan tarafında bulunan tamamlanmamış bir deliğin işlenmesi gerekiyorsa, iki parça 4 ve 5 (Şek. b) birlikte monte edilir veya parça 1, ara parça 3 (Şek. a) ile takılır ve matkap 2 ile delikler açılır. .
Bir parçanın silindirik yüzeyinin yan tarafında kör bir delik açarken (Şekil c), önce platform delme eksenine dik olarak işlenir, ardından delik açılır. Bu yapılmazsa matkap kırılabilir. Büyük çaplı hassas delikler açarken, deliklerin küçük çaplı bir matkap ucuyla önceden delinmesi gerekir.



Pirinç. Delme sırasında parçaların montajı:
a - bir parça, b - birlikte iki parça, c - silindirik parçalar
Her özel durumda, işleme için farklı araçlar kullanılır. Delikler delme makinelerinde yapılır. Makine aynasına sabitlenen takıma dönme ve öteleme hareketi verilir. İstenilen şekilde bir delik oluşturmak için aşağıdaki aletler kullanılır: matkap, havşa açma, rayba, rayba.
Matkap türleri
Kendi başınıza matkaplar Tasarım özellikleri ve amaç spiral, merkez ve özel olarak ayrılmıştır.
Bükümlü matkaplar En yaygın olarak katı malzemede delik açmak ve delikleri raybalamak için kullanılır. Bir bükümlü matkap, iki ana parçadan oluşan iki uçlu (çift kenarlı) bir kesici alettir: bir çalışma parçası ve bir sap.
Spiral matkapların sapları konik veya silindirik olabilir. Konik saplarda 6 ila 80 mm çapında matkaplar bulunur. Bu saplar bir Mors konik tarafından oluşturulur. Yüksek merkezleme doğruluğu ve güvenli sabitleme ile hızlı takım değişimi için tasarlanmıştır. Silindirik saplı matkaplar 20 mm çapa kadar üretilmektedir. Sap, matkabın çalışma kısmının devamıdır.
![]() Mors konisi
Mors konisi
![]()
Bükümlü matkap Bükümlü matkap
konik saplı silindirik saplı
 Konik saplı matkaplar doğrudan delme makinesinin miline veya adaptör konik manşonuna monte edilir (Şekil a, b). Silindirik saplı matkaplar bir çeneye veya pens tutucuya monte edilir (Şekil c, d).
Konik saplı matkaplar doğrudan delme makinesinin miline veya adaptör konik manşonuna monte edilir (Şekil a, b). Silindirik saplı matkaplar bir çeneye veya pens tutucuya monte edilir (Şekil c, d).
Silindirik saplı matkaplarda birbirine karşı konumlandırılmış iki sarmal kanal bulunur. Amaçları, matkap kullanımdayken açılan delikten talaşları çıkarmaktır. Matkaplardaki oluklar, matkabın kesici kenarlarının doğru oluşumunu ve talaş çıkışı için gerekli alanı sağlayan özel bir profile sahiptir.
Yivin şekli ve matkap ekseninin yönü ile şeride teğet arasındaki eğim açısı ω, diş bölümünü zayıflatmadan yeterli talaş alanı ve kolay talaş kaldırma sağlanacak şekilde olmalıdır. Ancak helisel kanalın eğim açısı arttıkça matkaplar (özellikle küçük çaplı olanlar) zayıflar. Bu nedenle, küçük çaplı matkaplar için bu açı daha küçük, büyük çaplı matkaplar için daha büyük yapılır. Matkap helisel kanalının eğim açısı 18 - 45°'dir. Çelik delmek için, 18 - 30° kanal açısına sahip matkaplar kullanın, kırılgan metalleri delmek için (pirinç, bronz) - 22 - 25°, hafif ve sert metalleri delmek için - 40 - 45°, alüminyum, duralumin ve elektron işlerken - 45°.
Helisel olukların yönüne bağlı olarak, spiral matkaplar sağ elle (oluk soldan sağa doğru yükselen sarmal bir çizgi boyunca yönlendirilir, matkap çalışma sırasında saat yönünün tersine hareket eder) ve sola (oluk yönlendirilir) ayrılır. sağdan sola doğru yükselen sarmal bir çizgi boyunca hareket saat yönünde gerçekleşir). Solak matkaplar nadiren kullanılır. Sol ve sağ matkaplar yalnızca oluk açısından değil aynı zamanda çalışma sırasında dönme yönünde de farklılık gösterir.
Matkabın silindirik yüzeyindeki matkabın sarmal olukları boyunca yer alan iki dar şeride şerit denir. Matkabın deliğin duvarlarına sürtünmesini azaltmaya, matkabı deliğe yönlendirmeye ve matkabın yana doğru hareket etmemesini sağlamaya yardımcı olurlar. 0,25 - 0,5 mm çapındaki matkaplar şeritsiz yapılır.
 Matkabın delinmekte olan deliğin duvarlarına karşı sürtünmesinin azaltılması, matkabın çalışma kısmının ters bir koniye sahip olmasıyla da sağlanır, yani. matkabın kesme kısmındaki çapı, diğer uçtakinden daha büyüktür. sap. Bu çaplar arasındaki fark her 100 mm matkap için 0,03 - 0,12 mm'dir. Karbür kesici uçlarla donatılmış matkaplar için kesici ucun uzunluğu boyunca 0,03 - 0,15 mm arasında bir ters konik kullanılır.
Matkabın delinmekte olan deliğin duvarlarına karşı sürtünmesinin azaltılması, matkabın çalışma kısmının ters bir koniye sahip olmasıyla da sağlanır, yani. matkabın kesme kısmındaki çapı, diğer uçtakinden daha büyüktür. sap. Bu çaplar arasındaki fark her 100 mm matkap için 0,03 - 0,12 mm'dir. Karbür kesici uçlarla donatılmış matkaplar için kesici ucun uzunluğu boyunca 0,03 - 0,15 mm arasında bir ters konik kullanılır.
Diş, matkabın kesici kenarları olan alt ucundan çıkıntı yapan kısmıdır.
Matkap dişinin, dişin dış yüzeyinin girintili kısmı olan bir sırtı ve kesici kısım üzerindeki dişin uç yüzeyi olan bir arka yüzeyi vardır.
Talaş basıncını emen oluğun yüzeyine talaş yüzeyi denir.Bükümlü matkap yüzeyinin kesme kısmının geometrik parametreleri. Ön ve arka yüzeylerin kesişimi kesici kenarı oluşturur. Arka yüzeylerin kesişmesiyle oluşan çizgi enine kenarı temsil eder. Değeri matkabın çapına bağlıdır (matkap çapının ortalama 0,13'ü).
Kesici kenarlar, kısa bir enine kenarla çekirdekte (çekirdek, oluklar arasındaki çalışma parçasının gövdesidir) birbirine bağlanır. Matkabın daha fazla mukavemeti için, çekirdek enine kenardan olukların ucuna (şaftın ucuna) kadar kademeli olarak kalınlaşır.
 Merkezi matkaplar Dönen gövdeler gibi parçalarda merkez delikleri açmak için kullanılır. Delikler, iş parçasını iş mili kafasına sabitlenmiş koniler (merkezler) kullanarak sabitlemek ve ortalamak için kullanılır torna ve punta.
Merkezi matkaplar Dönen gövdeler gibi parçalarda merkez delikleri açmak için kullanılır. Delikler, iş parçasını iş mili kafasına sabitlenmiş koniler (merkezler) kullanarak sabitlemek ve ortalamak için kullanılır torna ve punta.
 Özel matkaplar derin delikler açmak için kullanılır. Matkaplarda, soğutucunun sağlandığı ve talaşların kesme bölgesinden yıkandığı merkezi bir kanal (3) (delik) bulunur. İncirde. (d), lehimli bir kesme plakasına (1) ve iki kılavuz plakasına (2) sahip tek kenarlı bir matkabın tasarımını gösterir. Büyük çaplı açık delikler, uçlarında kesme plakalarının (4) sabitlendiği halka şeklinde matkaplarla (Şekil e) işlenir. genişliği duvarların kalınlığından daha büyük olan.
Özel matkaplar derin delikler açmak için kullanılır. Matkaplarda, soğutucunun sağlandığı ve talaşların kesme bölgesinden yıkandığı merkezi bir kanal (3) (delik) bulunur. İncirde. (d), lehimli bir kesme plakasına (1) ve iki kılavuz plakasına (2) sahip tek kenarlı bir matkabın tasarımını gösterir. Büyük çaplı açık delikler, uçlarında kesme plakalarının (4) sabitlendiği halka şeklinde matkaplarla (Şekil e) işlenir. genişliği duvarların kalınlığından daha büyük olan.
havşalar Döküm ve damgalı iş parçalarında delik işlemenin yanı sıra önceden işlenmiş delikleri delmek için tasarlanmıştır. Havşalar tasarım özelliklerine göre silindirik (Şek. a), konik (Şek. b) ve uç yüzlüdür (Şek. c). Matkabın aksine üç veya dört kesici bıçağı vardır. Bir matkap gibi, bir havşa da bir kesme (alma) parçası (1) ve bir kılavuz parçasından (5) oluşan bir çalışma alanına (6) sahiptir. Sapın (4) düz bir ayağı (3) vardır ve çalışma parçasına bir boyun (2) ile bağlanmıştır. Yönteme göre sabitleme, havşalar konik veya silindirik saplı katı olanlara bölünür ( Şek. a, b) ve monte edilir (Şek. c).
Süpürmeler Delikleri bitirmek ve hassaslık ve gelişmiş yüzey kalitesi sağlamak için tasarlanmıştır. İşlenen deliğin şekline bağlı olarak, konik bir sapla sabitleme yöntemine göre raybalar silindirik Şekil 6.19 (d) ve konik Şekil 6.19 (e) olabilir ve Şekil 6.19 (e)'ye monte edilebilir. Havşalardan farklı olarak raybalar, kesici konik kısım (7) üzerinde yer alan 6 ila 12 ana kesme bıçağına sahiptir; kalibrasyon kısmı (8), raybayı delik içinde ortalamaya hizmet eder ve gerekli doğruluğu ve yüzey temizliğini sağlar.
Musluklar iç dişleri kesmek için tasarlanmış ve yüksek hız çeliğinden yapılmıştır P18 Şekil 6.19 (g). Musluklar hem silindirik hem de konik dişleri keser. Musluğun dış yüzeyinde talaşların çıkarılması için kesilmiş uzunlamasına oluklara sahip bir diş bulunmaktadır. Çalışma yüzeyi Musluk bir kesme parçasına (9) ve bir kalibrasyon parçasına (10) sahiptir. Diş oluşturma işlemi esas olarak musluğun kesme kısmı tarafından gerçekleştirilir, kalibrasyon kısmı dişin gerekli temizliğe ve profil doğruluğuna göre son ayarını yapar. Musluklar amaçlarına göre somunlu, makineli ve el musluklu olmak üzere ikiye ayrılır. 
Havşa tezgahları, raybalar, kılavuzlar
Sondaj büküm veya diğer matkapların kullanımını içeren teknolojik bir süreçtir. Bu kesici aletin kullanılması sonucunda iş parçalarında veya yarı mamul ürünlerde belirli bir çapta ve gerekli derinlikte delikler ortaya çıkar.
Sırasında sondaj bir kesici aletle ayrılan metal parçacıkları olan talaşlar oluşur.
Delme sırasında asıl kesme işlemi, kesici takımın iki hareketinin birleşimi kullanılarak gerçekleştirilir. Çalışma beslemesinde iş parçasına göre dönme ekseni boyunca ötelemeli olarak hareket eder.
Sondaj Günümüzde deliklerin üretildiği en yaygın teknolojik süreçtir.
Çeşitli yapısal elemanların mekanik işlenmesine yönelik toplam işlem hacminde sondaj oldukça önemli bir paya sahiptir. Gerçek şu ki, çok çeşitli makine ve mekanizmaların parçalarının büyük çoğunluğunda tasarımcıları sabitleme ve montaj deliklerinin varlığını sağlıyor.
Delme işlemi kullanılarak elde edilen bu delikler, parçaları vidalar, cıvatalar, perçinler, saplamalar vb. İle içlerine bağlamak ve içlerindeki dişleri kesmek için kullanılır.
Açık ve kör delikler delmeÇeşitli makinelerin ve mekanizmaların parçalarına dikkatlice bakarsanız, çoğunlukla iki tür deliğe sahip olduklarını göreceksiniz: açık ve kör. İlki, tahmin edebileceğiniz gibi, parçanın tüm kalınlığından geçer, ikincisi ise yalnızca belirli bir mesafeye gömülür.
Açık delikler açıldığında kesici takımın, matkap köprüsü çıktığı anda kesme işlemine karşı direnci azalır, bu da ilerleme kuvvetini önemli ölçüde azaltmak gerektiği anlamına gelir, aksi takdirde matkap aşırı derecede keskin bir şekilde düşebilir, " esir almak» Önemli bir malzeme tabakasıyla sıkışma ve kırılma.
Bu durumun oluşma riski özellikle ince parçaların, birbirine dik açıda bulunan deliklerin ve aralıklı deliklerin delinmesinde yüksektir. Bu nedenle açık delikler şu şekilde delinir: teknolojik süreç yüksek bir ilerleme hızı sağlıyorsa, matkap delikten ayrılmadan önce bu ilerleme önemli ölçüde azalır. Kesici takımın elle beslenmesi durumunda bu işlem sorunsuz ve dikkatli bir şekilde yapılır.
Sondajın da kendine has özellikleri vardır. kör delikler. Matkabın hangi derinliğe daldırılması gerektiğinin tam olarak nasıl belirlendiğinden oluşurlar. Teknoloji açısından bakıldığında kör delikler üç ana yoldan biriyle açılır:
1) Üzerindeki ekipmanın bulunduğu durumlarda sondaj kör delik, belirli bir derinliğe ulaştığında kesici takımın ilerlemesini durdurma fonksiyonuna sahiptir, o zaman devreye giren de budur. Bu durumda delmenin yapılması gereken derinlik basitçe ayarlanır.
2) Ekipmanın bu tür bir işlevselliğe sahip olmadığı durumlarda, kesici takımı sıkıştırmak için çoğunlukla ayarlanabilir durdurucularla donatılmış aynalar kullanılır. Onlar için sergileniyor gerekli derinlik sondaj.
3) Sondaj derinliğinde yüksek doğruluk elde etmenin gerekli olmadığı ve durduruculu bir aynanın bulunmadığı durumlarda, belirli uzunlukta bir manşon şeklinde olan ve matkabın üzerine takılan özel bir cihaz yapılır. durak olarak. Kesici alet üzerine basit bir işaret koymak (örneğin, tebeşir veya kurşun kalem kullanarak) daha da kolaydır ve matkap, malzemeye yalnızca bu işarete kadar dalar.
Delme delikleriRaybalama Daha önce açılan deliklerin çapının belirli bir değere çıkarılması için yapılan teknolojik bir işlemdir. Bu daha büyük çaplı bir matkap kullanılarak yapılır.
Ekipman gücünün büyük çaplı delikler açmaya yetmediği durumlarda bu işlem birkaç aşamada gerçekleşir. Bu, raybalamanın en sık kullanıldığı zamandır. Genellikle son deliğin çapı aşıldığında gerçekleştirilir. 25 milimetre.
İlk olarak, çapı ikinci matkabın atlama telinin kalınlığının yarısına eşit olan ve daha sonra delme için kullanılan bir matkapla bir delik açılır. Bu, kesici takım üzerindeki eksenel basıncı önemli ölçüde azaltmak için gereklidir. Kesme modlarına gelince, delme sırasında bunlar çoğu durumda delme işlemiyle aynıdır.
Sondajözel bir kesici aletin kullanıldığı teknolojik bir işlemdir. Onun yardımıyla önceden belirlenmiş boyutlara, şekle ve kaliteye sahip diğer parça yüzeyleri oluşturulur.
Delme işleminin özü
İLE kategori:
Metal delme
Delme işleminin özü
Delme, katı bir malzemede, eksenine göre dönme ve öteleme hareketleri yapan bir matkap - bir kesici alet kullanılarak talaşların çıkarılmasıyla deliklerin oluşturulmasıdır.
Sondaj kullanılır:
– örneğin cıvataları, perçinleri, saplamaları vb. sabitlemek için kritik olmayan delikler, düşük doğruluk derecesi ve düşük pürüzlülük sınıfı elde etmek için;
– diş açma, raybalama ve havşa açma için delikler oluşturmak için.
Delme, döküm, dövme, damgalama veya diğer yöntemlerle üretilen katı bir malzemedeki bir deliğin boyutunun büyütülmesidir.
Delerek ve raybalayarak 10. sınıftan, bazı durumlarda 11. sınıftan ve Rz - 320 - 80 yüzey pürüzlülüğünde bir delik elde edebilirsiniz. Deliğin daha yüksek bir yüzey kalitesi istendiğinde, (delmeden sonra) ek olarak havşa açılır. ve raybalandı.
Bazı durumlarda delme doğruluğu, makinenin dikkatli bir şekilde ayarlanmasıyla, uygun şekilde bilenmiş bir matkapla veya mastar adı verilen özel bir cihazla delme yoluyla artırılabilir. Matkaplar, derin, halka şeklinde delme ve merkezleme için düz oluklu, tüylü, spiral olarak bölünmüştür (Şek. 179).
Matkaplar yüksek hız, alaşımlı ve karbon çeliklerinden yapılır ve ayrıca sert alaşımlardan yapılmış uçlarla donatılmıştır.
Delik açmak için spiral matkaplar daha sık kullanılır ve özel olanlar daha az kullanılır.
Bir bükümlü matkap, iki ana parçadan oluşan iki uçlu (çift kenarlı) bir kesici alettir: bir çalışma parçası ve bir sap.
Matkabın çalışma kısmı ise silindirik (kalibre etme) ve kesme kısmından oluşur. Silindirik kısımda birbirine karşı yerleştirilmiş iki sarmal oluk vardır. Amaçları, matkap kullanımdayken açılan delikten talaşları çıkarmaktır. Matkaplardaki oluklar, matkabın kesici kenarlarının doğru oluşumunu ve talaş çıkışı için gerekli alanı sağlayan özel bir profile sahiptir.
Yivin şekli ve matkap ekseninin yönü ile şeride teğet arasındaki eğim açısı ω (omega), dişin kesitini zayıflatmadan, yeterli talaş alanı ve kolay talaş kaldırma sağlanacak şekilde olmalıdır. tedarik edilen. Ancak helisel kanalın eğim açısı arttıkça matkaplar (özellikle küçük çaplı olanlar) zayıflar. Bu nedenle, küçük çaplı matkaplar için bu açı daha küçük, büyük çaplı matkaplar için daha büyük yapılır. Matkap helisel kanalının eğim açısı 18 - 45°'dir. Çelik delmek için, 18 - 30° kanal açısına sahip matkaplar kullanın, kırılgan metalleri delmek için (pirinç, bronz) - 22 - 25°, hafif ve sert metalleri delmek için - 40 - 45°, alüminyum, duralumin ve elektron işlerken - 45°.

Pirinç. 1. Matkap türleri: a, b - spiral, c - düz oluklu, d - tüy, e - tabanca, f - derin delme için dahili talaş kaldırmalı tek kenarlı, g - derin delme için çift kenarlı, h - dairesel delme için ve - g merkezleme
Helisel olukların yönüne bağlı olarak, spiral matkaplar sağ elle (oluk soldan sağa doğru yükselen sarmal bir çizgi boyunca yönlendirilir, matkap çalışma sırasında saat yönünün tersine hareket eder) ve sola (oluk yönlendirilir) ayrılır. sağdan sola doğru yükselen sarmal bir çizgi boyunca hareket saat yönünde gerçekleşir). Solak matkaplar nadiren kullanılır. Sol ve sağ matkaplar yalnızca oluk açısından değil aynı zamanda çalışma sırasında dönme yönünde de farklılık gösterir.
Matkabın silindirik yüzeyindeki matkabın sarmal olukları boyunca yer alan iki dar şeride şerit denir. Matkabın deliğin duvarlarına sürtünmesini azaltmaya, matkabı deliğe yönlendirmeye ve matkabın yana doğru hareket etmemesini sağlamaya yardımcı olurlar. 0,25 - 0,5 mm çapındaki matkaplar şeritsiz yapılır.
Matkabın delinmekte olan deliğin duvarlarına karşı sürtünmesinin azaltılması, matkabın çalışma kısmının ters bir koniye sahip olmasıyla da sağlanır, yani. matkabın kesme kısmındaki çapı, diğer uçtakinden daha büyüktür. sap. Bu çaplar arasındaki fark her 100 mm matkap için 0,03 - 0,12 mm'dir. Karbür kesici uçlarla donatılmış matkaplar için kesici ucun uzunluğu boyunca 0,03 - 0,15 mm arasında bir ters konik kullanılır.
Diş, matkabın kesici kenarları olan alt ucundan çıkıntı yapan kısmıdır.
Matkap dişinin, dişin dış yüzeyinin girintili kısmı olan bir sırtı ve kesici kısım üzerindeki dişin uç yüzeyi olan bir arka yüzeyi vardır.
Kanalın talaş basıncını alan yüzeyine ön yüzey denir. Bir bükümlü matkap yüzeyinin kesici kısmının geometrik parametreleri. Ön ve arka yüzeylerin kesişimi kesici kenarı oluşturur. Arka yüzeylerin kesişmesiyle oluşan çizgi enine kenarı temsil eder. Değeri matkabın çapına bağlıdır (matkap çapının ortalama 0,13'ü).
Kesici kenarlar, kısa bir enine kenarla çekirdekte (çekirdek, oluklar arasındaki çalışma parçasının gövdesidir) birbirine bağlanır. Matkabın daha fazla mukavemeti için, çekirdek enine kenardan olukların ucuna (şaftın ucuna) kadar kademeli olarak kalınlaşır.

Pirinç. 2. Burgulu matkaplar (a, b), matkap elemanları (c)

Pirinç. 3. Spiral matkabın olukları ve kesici kenarları (a), köşeleri (b)
İncirde. Şekil 3, bir bükümlü matkabın açılarını göstermektedir. Matkap dişinin (kama) ön yüzeyi spiral bir oyuk, arka yüzeyi ise koninin yan yüzeyi tarafından oluşturulur. Matkabın kesici kısmının geometrik parametreleri Şekil 2'de gösterilmektedir. 4 (bkz. bölüm N-N).
Eğim açısı y (gamma), kesme yüzeyi (işlenmiş yüzey) ile talaş yüzeyine (veya talaş yüzüne) teğet arasında kalan açıdır.
Eğim açısının varlığı, takımın dalmasını önler, talaşlar daha iyi ayrılır ve doğal olarak akma olanağına sahip olur.
Talaş açısı arttıkça takımın çalışma koşulları iyileşir, kesme kuvveti azalır ve dayanıklılık artar. Aynı zamanda aletin kesici kısmının gövdesi zayıflar ve bu da kolayca talaşlanıp kırılabilir; ısı dağılımı bozulur, bu da hızlı ısınmaya ve sertlik kaybına neden olur. Bu nedenle her takım için belirli eğim açısı değerleri benimsenir. Sert ve dayanıklı malzemelerin işlenmesinde ve takım çeliğinin mukavemeti düşük olduğunda eğim açıları daha küçüktür. Bu durumda talaşları gidermek için daha fazla çaba sarf edilmesi ve takımın kesici kısmının daha güçlü olması gerekir. Yumuşak, viskoz malzemeleri işlerken eğim açıları daha büyüktür.
Rölyef açısı a (alfa), arka yüzeye (veya arka yüze) teğet ve işlenmiş yüzeye teğet tarafından oluşturulan arka yüzeyin eğim açısıdır. Boşluk açısı, yan yüzün (veya arka yüzün) işlenen yüzeye sürtünmesini azaltmak için verilir.
A açıları çok küçük olursa sürtünme artar, kesme kuvveti artar, takım çok ısınır ve arka yüzey hızla aşınır. Çok büyük boşluk açıları ile takım zayıflar ve ısı yayılımı bozulur.
Matkabın kesici kenarın farklı noktalarındaki ön ve arka açıları farklı boyutlardadır; matkabın dış yüzeyine daha yakın bulunan noktalar için eğim açısı daha büyüktür ve bunun tersine, merkeze daha yakın bulunan noktalar için eğim açısı daha küçüktür. Matkabın çevresinde (dış çap) en büyük değere sahipse (25 -30°), matkabın tepesine yaklaştıkça sıfıra yakın bir değere düşer.
Eğim açısı gibi, matkabın arka açısının boyutu da kesme kenarındaki farklı noktalara göre değişir: matkabın dış yüzeyine daha yakın olan noktalar için arka açı daha küçüktür ve merkeze daha yakın olan noktalar için daha büyüktür.
Bileme açısı p, ön ve arka yüzeylerin kesişmesiyle oluşturulur.
Spiral kanatların sapları konik veya silindirik olabilir. Konik saplarda 6 ila 80 mm çapında matkaplar bulunur. Bu saplar bir Mors konik tarafından oluşturulur. Silindirik saplı matkaplar 20 mm çapa kadar üretilmektedir. Sap, matkabın çalışma kısmının devamıdır.
Konik saplı matkaplar doğrudan makinenin iş mili deliğine (veya adaptör manşonları aracılığıyla) takılır ve sap ile iş milinin konik deliğinin duvarları arasındaki sürtünmeyle yerinde tutulur. Silindirik saplı matkaplar, özel mandrenler kullanılarak makine miline sabitlenir. Konik sapın ucunda matkabın mil içinde dönmesini engelleyen ve matkabın yuvadan çıkarılması sırasında durdurucu görevi gören bir ayak bulunmaktadır. Silindirik saplı matkaplar, torku iş milinden matkaba ek olarak iletmek için tasarlanmış bir sürücüye sahiptir.
Çalışma parçasını sapa bağlayan matkap boynu, çalışma parçasının çapından daha küçük bir çapa sahiptir, taşlama işlemi sırasında aşındırıcı tekerleğin serbest bırakılmasına hizmet eder ve üzerinde matkap kalitesi ve malzemesi belirtilir.
Spiral matkaplar U10A karbon takım çeliğinden, alaşımlı çelikten, krom-silisyum çeliğinden 9ХС, yüksek hızlı kesme çeliğinden R6M5'ten yapılmıştır.

Pirinç. 5. Helisel (a), düz (6) oluklu, soğutma kanallı (c) karbür kesici uçlarla donatılmış matkaplar
Matkap üretimi için VK6, VK8 ve T15K6 markalarının metal-seramik sert alaşımları giderek daha fazla kullanılmaktadır. En yaygın olanı yüksek hız çeliğinden yapılmış bükümlü matkaplardır.
Karbür kesici uçlarla donatılmış matkaplar, dökme demir, sertleştirilmiş çelik, plastik, cam, mermer ve diğer sert malzemelerin delinmesinde ve raybalanmasında yaygın olarak kullanılmaktadır.
Takım karbon çeliklerinden yapılan matkaplarla karşılaştırıldığında, önemli ölçüde daha kısa çalışma parçası uzunluğuna, daha büyük bir çekirdek çapına ve daha küçük bir helisel kanal açısına sahiptirler. Bu matkaplar yüksek dayanıklılığa sahiptir ve yüksek verimlilik sağlar.
VK tipi sert alaşımlarla donatılmış, çapı 5 ila 30 mm arasında değişen çeşitli matkap türleri vardır. Bu matkapların gövdeleri P9, 9ХС ve 40Х çelik kalitelerinden yapılmıştır.
Helisel kanallı matkaplar, özellikle sert metalleri delerken önemli ölçüde daha iyi talaş tahliyesi sağlar. Bu, 1,5 -2 matkap çapı uzunluğunda oluğun düz olması ve ardından matkabın kuyruğuna doğru sarmal olması nedeniyle elde edilir.
Kırılgan metallerde delik açarken düz kanallı matkaplar kullanılır. Üretimleri daha kolaydır ancak bu matkaplar, talaşların delikten çıkmasını zorlaştırdığı için derin delikleri delmek için kullanılamaz.
Talaş çıkışı için olukların uzunluğu çok kısa olduğundan, sığ delikleri delmek için eğik kanallı matkaplar kullanılır.
Matkabın kesici kenarlarına soğutucu sağlamak için delikli matkaplar, olumsuz koşullarda derin delikler açmak için tasarlanmıştır. Matkabın dış yüzeyi ile deliğin duvarları arasındaki boşluğa 1-2 MPa (10 - 20 kgf/cm2) basınç altında sağlanan soğutma sıvısı kesici kenarların soğutulmasını sağladığı için bu matkapların dayanıklılığı artırılmıştır. ve talaş kaldırmayı kolaylaştırır.
Matkap, matkabın kuyruğundaki deliğe soğutma sıvısı sağlayan özel bir mandrene monte edilir. Bu matkaplar özellikle ısıya dayanıklı malzemelerle çalışırken etkilidir.
Geçiş kanallı matkaplarla delik açarken kesme modu 2-3 kat artar, takım ömrü 5-6 kat artar. Bu şekilde delme, özel makinelerde özel mandrenlerde gerçekleştirilir.
Yekpare karbür matkaplar, ısıya dayanıklı çeliklerin işlenmesi için tasarlanmıştır. Bu tür matkaplar delme makinelerinde çalışmak için (malzeme VK15M sert alaşımdır) ve metal kesme tornalarında (VK10M sert alaşımdır) çalışmak için kullanılabilir.
Karbür matkapların gövdeleri R6M5, 9ХС, 40Х, 45Х çelikten yapılmıştır. Matkaplarda, bakır veya pirinç lehim ile sabitlenmiş sert alaşımlı bir plaka için bir oluk kesilir.

Pirinç. 6. Kesme kenarlarına soğutma sıvısı beslemesi ile delme

Pirinç. 7. Merkezleme matkapları: a - emniyet konili, b - emniyet konili
Havşa matkabı, rayba matkabı, musluk matkabı gibi kombine matkaplar eş zamanlı delme ve havşa açma, delme ve raybalama veya delme ve kılavuz çekme için kullanılır.
Merkez matkaplar, çeşitli iş parçalarında merkez delikler oluşturmak için kullanılır. Emniyet konili ve emniyet konili olarak üretilmektedir.
Buharlı matkaplar, üretimi en kolay olanlardır ve esas olarak sert dövme ve dökümlerin, kademeli ve şekilli deliklerin işlenmesi sırasında, çapı 25 mm'ye kadar olan kritik olmayan delikleri delmek için kullanılır. Delme genellikle cırcır ve el matkaplarıyla yapılır.
Bu matkaplar U10, U12, U10A ve U12A takım karbon çeliğinden ve çoğunlukla yüksek hız çeliği R6M5'ten yapılır.
Tüy matkabı saplı bir bıçak şeklindedir. Kesici kısmı üçgen şeklindedir ve tepe noktası 2 f = 118 -n 120° ve açıklık açısı a = 10 ~ 20°'dir.
Tüy matkapları çift taraflı ve tek taraflı olarak ayrılır, en yaygın olanı çift taraflıdır. Tek taraflı matkap ucunun bileme açısı çelik için 75 - 90°, demir dışı metaller için - 45 - 60° olarak kabul edilir. Çift taraflı matkap ucunun bileme açısının 120-135° olduğu varsayılır.
Tüy matkaplar yüksek kesme hızlarına izin vermez ve talaşlar delikten çıkarılmadığı, ancak matkapla birlikte dönüp deliğin yüzeyini çizdiği için büyük deliklerin açılması için uygun değildir. Ayrıca çalışma sırasında matkap hızla körelir, aşınır, kesme kalitesini kaybeder ve deliğin ekseninden uzaklaşır.
Delme, keserek delik açmanın en yaygın yöntemlerinden biridir. Buradaki kesme aleti, hem katı malzemede delik açmayı (delme) hem de önceden delinmiş bir deliğin çapını arttırmayı (raybalama) mümkün kılan bir matkaptır.
Delme sırasında, iş parçası delme makinesinin masasına kelepçelerle, bir mengenede, prizmalarda vb. Sabitlenir ve yukarıdan iki eklem hareketi iletilir - dönme ve öteleme (matkabın ekseni boyunca yönlendirilmiş). Dönme hareketine ana (çalışma) hareketi denir. Matkabın ekseni boyunca öteleme hareketine ilerleme hareketi denir.

Pirinç. 1. Matkaplar çeşitli tasarımlar
Delme birçok sıhhi tesisat işinde kullanılır. Tahrikli delme makinelerinde ve manuel olarak - el matkaplarıyla, mekanize aletlerin yardımıyla - elektrikli ve pnömatik matkapların yanı sıra elektrikli kıvılcım ve ultrasonik yöntemlerle gerçekleştirilir.
Matkaplar, tasarımları ve amaçları. Tasarımlarına ve amaçlarına göre matkaplar çeşitli türlere ayrılır.
Tüy matkapları basit bir kesici alettir (Şekil 1, a). Esas olarak cırcırlarda ve el matkaplarında çapı 25 mm'ye kadar kritik olmayan delikleri delmek için kullanılırlar.
Silindirik ve konik saplı spiral matkaplar (Şekil 1, b, c) hem manuel delme için hem de makineler üzerinde çalışırken (delme, taret vb.) kullanılır.
Küçük çaplı hassas delikler üretmek için özel makinelerde derin delik matkapları kullanılır. Derin delme genellikle uzunluğu çaplarını 5 kat veya daha fazla aşan deliklerin açılması anlamına gelir.
İş parçalarında merkez girintileri elde etmek için merkez matkaplar (Şekil 1,d) kullanılır.
Kombine matkaplar, tek eksenli deliklerin eşzamanlı işlenmesinin yanı sıra eşzamanlı delme ve havşa açma veya deliklerin raybalanmasına olanak tanır (Şekil 1, e).
Matkapların üretimi için, kural olarak, aşağıdaki takım malzemeleri kullanılır: karbon takım çeliği kaliteleri U10A ve U12A, alaşımlı çelikler - krom sınıfı X ve krom-silikon sınıfı -9ХС; yüksek hız çeliği kaliteleri P9 ve P18. Son yıllarda metal-seramik sert alaşımları VK6, VK8 ve T15K6 da bu amaçla kullanılmaktadır.
Yüksek hız çeliklerinden yapılmış matkaplar kaynaklıdır: çalışma kısmı yüksek hız çeliğinden, geri kalanı ise daha ucuz yapısal çelikten yapılmıştır. En yaygın olanı yüksek hız çeliklerinden yapılan bükümlü matkaplardır.
Spiral matkabın elemanları ve geometrik parametreleri. Bir bükümlü matkapta bir çalışma parçası, bir boyun, matkabı makine miline sabitlemek için bir sap ve matkabı mil yuvasından çıkarırken durdurma görevi gören bir ayak bulunur (Şekil 2a). Çalışma kısmı ise kesme ve yönlendirmeye ayrılmıştır.
Matkabın tüm kesme elemanlarının yerleştirildiği kesme kısmı aşağıdakilerden oluşur: talaşların çıkarılması için iki spiral oluğun oluşturduğu iki diş (tüy) (Şekil 2, b); jumperlar (çekirdek) - matkabın her iki dişi birbirine bağlayan orta kısmı '(tüy); talaşların aktığı iki ön yüzey ve iki arka yüzey; matkabı yönlendirmeye, deliği kalibre etmeye ve matkabın deliğin duvarları üzerindeki sürtünmesini azaltmaya yarayan iki şerit; ön ve arka yüzeylerin kesişmesiyle oluşan ve ana kesme işinin gerçekleştirildiği iki ana kesici kenar; her iki arka yüzeyin kesişmesiyle oluşan enine kenar (köprü). Matkabın dış yüzeyinde, şeridin kenarı ile oluk arasında, dişin arkası adı verilen, helisel bir çizgi boyunca uzanan hafif girintili bir kısım vardır.

Pirinç. 2. Bir helezon matkabın elemanları ve geometrik parametreleri: bir helezon matkabın a ve b elemanları; helezon matkabın c, d ve e-geometrik parametreleri; c-kesme elemanları: poz. /-sondaj yaparken; poz. //-sondaj yaparken
Matkabın delinmekte olan deliğin duvarlarına karşı sürtünmesinin azaltılması, matkabın çalışma kısmının ters bir koniye sahip olmasıyla da sağlanır, yani. matkabın kesme kısmındaki çapı diğer uçtan daha büyük olduğundan, sapta. Bu çapların boyut farkı her 100 mm matkap uzunluğu için 0,03-0,12 mm'dir.
Karbür kesici uçlarla donatılmış matkaplarda ters koniklik her 100 mm uzunluk için 0,1 ila 0,03 mm arasında alınır.
İLE geometrik parametreler Matkabın kesme kısmı (Şekil 109, c, d, e) şunları içerir: matkabın ucundaki açı, sarmal oluğun eğim açısı, ön ve arka açılar, enine kenarın açısı ( tulum).
Matkap ucu açısı a 2f, ana kesici kenarlar arasında bulunur. Matkabın çalışması üzerinde büyük etkisi vardır. Bu açının değeri işlenen malzemenin sertliğine göre seçilir ve 80 ile 140° arasında değişir. Çelikler, dökme demirler ve sert bronzlar için 2<р= 116-М 18°; для ла-туней и мягких бронз 2ф=130°; для легких сплавов - дуралюмина, силумина, электрона и баббита 2ф=140°; для меди 2ф=125°; для эбонита и целлулоида 2ф = 80-к 90°.
Çapı 12 mm ve üzeri olan matkapların dayanıklılığını arttırmak için matkapların çift bilenmesi kullanılır; bu durumda, ana kesici kenarlar, geleneksel bileme işleminde olduğu gibi düz bir çizgi şeklinde değil (Şekil 3, c), ancak kesikli bir çizgi şeklindedir (Şekil 109, d). Ana açı 2ph = 116-4-118° (çelik ve dökme demirler için), ikinci açı ise 2ph = 70-g-75°'dir.
Helisel oluğun eğim açısı Yunanca omega harfiyle gösterilir. Bu açı arttıkça kesme işlemi kolaylaşır ve talaş verimi artar. Bununla birlikte, helisel kanalın eğim açısı arttıkça matkap (özellikle küçük çaplı olan) zayıflar. Bu nedenle küçük çaplı matkaplar için bu açı, büyük çaplı matkaplara göre daha küçük yapılır.
Helisel oluğun eğim açısı, işlenen metalin özelliklerine bağlı olarak seçilmelidir. Örneğin kırmızı bakır ve alüminyumun işlenmesi için bu açı 35-40°'ye eşit, çelik işlenmesi için ise (o = 25° veya daha az) alınmalıdır.
Ana kesici kenara dik bir düzlemle bir helezon matkabı kesersek, eğim açısını göreceğiz (bkz. Şekil 109.5'teki BB kesiti).
Kesme kenarının farklı noktalarındaki eğim açısı y (gama) farklı değerlere sahiptir: matkabın çevresinde daha büyük ve ekseninde belirgin şekilde daha küçüktür. Yani, dış çapın eğim açısı y = 25 g 30° ise, bu durumda atlama telinde 0°'ye yakındır. Eğim açısının tutarsızlığı, helezon matkabın dezavantajlarından biridir ve düzensiz ve hızlı aşınmasının nedenlerinden biridir.
Matkap yan açısı a (alfa), yan yüzeyin kesme yüzeyi üzerindeki sürtünmesini azaltmak için sağlanmıştır. Bu açı, matkabın eksenine paralel olan AA düzleminde dikkate alınır. Boşluk açısının değeri aynı zamanda matkabın çevresinden merkezine doğru yönde de değişir; çevrede 8-I2”ye eşittir ve a ekseninde = 20n-26°.
Karbür kesici uçlarla donatılmış matkaplar, çelikten yapılmış matkaplarla karşılaştırıldığında daha kısa çalışma parçası uzunluğuna, daha büyük çekirdek çapına ve daha küçük helisel kanal açısına sahiptir. Bu matkaplar son derece dayanıklıdır ve daha yüksek verimlilik sağlar. Karbür uçlu matkapların kullanımı özellikle dökme demir, sert çelik, plastik, cam, mermer ve diğer sert malzemelerin delinmesi ve raybalanması sırasında etkilidir.
Karbür kesici uçlarla donatılmış matkaplar dört tipte mevcuttur: silindirik saplı spiral; konik saplı spiral; düz yivli ve konik saplı ve eğik yivli ve silindirik saplı.
Delme sırasında kesme işlemi. Delme işlemi sırasında kesme kuvvetinin etkisi altında matkabın kesici yüzeyleri yanlarındaki metal parçacıkları sıkıştırır ve matkabın yarattığı basınç metal parçacıkların yapışma kuvvetlerini aştığında talaş elemanları oluşturularak ayrılır. .
Sünek metalleri (çelik, bakır, alüminyum vb.) delerken, talaşın birbiriyle sıkı bir şekilde kenetlenen ayrı ayrı elemanları, spiral şeklinde kıvrılan sürekli bir talaş oluşturur. Bu tür talaşlara drenaj talaşları denir. İşlenen metal, dökme demir veya bronz gibi kırılgansa, talaşların ayrı ayrı elemanları kırılır ve birbirinden ayrılır. Bireysel olarak ayrılmış talaşlardan oluşan bu tür talaşlar
Düzensiz şekilli elemanlardan (pullardan) oluşanlara kırılma talaşları denir.
Delme işlemi sırasında aşağıdaki kesme elemanları ayırt edilir: kesme hızı, kesme derinliği, ilerleme, talaş kalınlığı ve genişliği.
Matkabın ana çalışma hareketi (dönme) kesme hızı ile karakterize edilir.
Delme sırasında ilerleme, matkabın eksen boyunca bir devirde hareketidir. S ile gösterilir ve mm/dev cinsinden ölçülür. Matkabın iki ana kesici kenarı vardır.
Takım ömrünün arttırılması için doğru ilerleme seçimi büyük önem taşımaktadır. Delme ve raybalama sırasındaki ilerleme miktarı, belirtilen işleme sıklığına ve doğruluğuna, işlenen malzemenin sertliğine, matkabın mukavemetine ve takım tezgahı-iş parçası sisteminin sertliğine bağlıdır.
Kesimin (talaş) a kalınlığı matkabın kesici kenarına dik yönde ölçülür. Kesim genişliği b kesme kenarı boyunca ölçülür ve uzunluğuna eşittir.
Böylece, matkap çapının artmasıyla ve belirli bir matkap için ilerlemenin artmasıyla talaşın kesit alanı büyür.
İşlenen malzeme kesmeye ve talaş kaldırmaya karşı dayanıklıdır. Kesme işlemini gerçekleştirmek için, malzemenin matkabın eksenel hareketine karşı gösterdiği direnç kuvvetini aşan bir Po besleme kuvveti alete uygulanmalı ve M direnç momentinin üstesinden gelmek ve ana kesmeyi sağlamak için gerekli bir Mkr torku uygulanmalıdır. iş milinin ve matkabın dönme hareketi.
Delme sırasındaki ilerleme kuvveti P0 ve tork, matkap çapı D'ye, ilerleme hızına ve işlenen malzemenin özelliklerine bağlıdır. Örneğin matkap çapı ve ilerleme arttıkça bunlar da artar.
Bir matkabın dayanıklılığı, körleşmeden önce, yani iki bileme işlemi arasında sürekli (makine) çalışma süresidir. Matkap ömrü genellikle dakikalarla ölçülür.
Kesme işlemi sırasında delme, metalin deformasyonu, matkabın olukları boyunca çıkan talaşların sürtünmesi, matkabın arka yüzeyinin işlenen yüzeye sürtünmesi vb. nedeniyle büyük miktarda ısı üretir. Isının büyük kısmı talaşlar tarafından taşınır ve geri kalanı parça ile takım arasında dağıtılır. Kesme işlemi sırasında matkap ısıtıldığında körleşmeye ve erken aşınmaya karşı koruma sağlamak için talaşlardan, parçalardan ve aletlerden ısıyı uzaklaştıran bir soğutucu yağlayıcı kullanılır.
Metali delerken kullanılan soğutucular arasında sabun ve soda suyu, yağ emülsiyonları vb. bulunur.
Delme sırasında kesme modlarının seçimi, bir parçayı delme işleminin en verimli ve ekonomik olduğu ilerleme ve kesme hızının belirlenmesinden oluşur.
Kesme modu elemanlarının teorik hesaplaması, fabrikada yürürlükte olan standartlara veya referans kitaplarına göre aşağıdaki sırayla gerçekleştirilir: ilerleme hızını seçin, ardından kesme hızını hesaplayın ve bulunan kesme hızına göre, kesme hızını ayarlayın. matkabın devir sayısı. Daha sonra kesme modunun seçilen elemanları, ana hareket mekanizmasının zayıf halkasının gücü ve makinenin elektrik motorunun gücü ile kontrol edilir.
Genellikle üretim koşullarında kesme, delme, havşa açma, raybalama vb. elemanların seçiminde teknolojik haritalardan hazır veriler kullanılır.
Matkapların aşınması ve bilenmesi. Yüksek hız çeliği matkapların aşınması yan yüzeyde, flanşlarda ve köşelerde, bazen de ön yüzeyde meydana gelir.
Matkabın arka yüzeyi kesme yüzeyine sürtünme sonucu, ön yüzeyi ise oluşan talaşlara sürtünme sonucu aşınır. Kör bir matkap, çalışma sırasında matkabın keskinleştirilmesi gerektiğini gösteren karakteristik bir gıcırtı sesi çıkarır.
Bileme şekli matkabın dayanıklılığını ve matkabın izin verdiği kesme hızını etkiler. Aşağıdaki matkap bileme biçimleri ayırt edilir: normal tek ve çift bileme, bir jumper bileme ile bileme, bir şerit bileme ile bileme, vb. (Tablo 6).
Atlama telinin işaretlenmesi, matkabın üst kısmında, ekseni boyunca her iki tarafta 3-15 mm uzunluğunda ek çentikler oluşturulmasından oluşur, bundan sonra atlama telinin uzunluğu 0,1D'ye düşürülür. Aynı zamanda P0 besleme kuvveti önemli ölçüde azalır ve matkabın dayanıklılığı 1,5 kat artar.
Pek çok imalat yenilikçisi, matkap ömrünü uzatmak amacıyla matkap tasarımını iyileştirmeye çalışıyor.
Matkapların bilenmesi, bileme atölyelerinde uzman bileme makineleri tarafından özel makinelerde yapılmaktadır.
Bazı durumlarda matkapların bilenmesi, özel bir cihazla donatılmış basit bileme makinelerinde (bileme makineleri) gerçekleştirilir. Elle bileme yaparken, matkap sol elle kesme parçasına (koni) mümkün olduğu kadar yakın ve sağ elle saptan tutulur. Matkabın kesici kenarını taşlama çarkının yan yüzeyine bastırarak, matkabı sağ elinizle yumuşak bir hareketle sallayın, arka yüzeyinin doğru eğimi almasını ve uygun şekli almasını sağlayın. Bir matkapla dairenin üzerine hafif bir baskı uygulayarak küçük metal katmanlarını çıkarmak gerekir.
Kesici kenarların aynı uzunlukta ve aynı açılarda keskinleştirilmiş olmasına dikkat etmek gerekir. Farklı uzunluklarda veya farklı açılarda kesici kenarlara sahip bir matkap kırılabilir veya daha büyük bir delik açabilir. Matkabın arka yüzeyini keskinleştirdikten sonra ana kesici kenarları düz olmalıdır.

Pirinç. 4 Matkabın bilenmesi (a); Matkap bileme açılarının bir şablonla kontrol edilmesi (b)
Matkapların doğru bilenmesi özel bir şablon kullanılarak kontrol edilir.





