Bir sera için profil borusu nasıl bükülür: boşluk yapmak için en basit yöntemler ve kurallar. Evde boru bükme.
Onarım sırasında, inşaat çalışmaları sırasında, bir su temin sistemi, ısıtma sistemleri kurmak gerekli hale gelir. Ve sorunu çözmek için profesyonel bir ekibi çekme fırsatı varsa, süreç hızlı bir şekilde sona erer, sonuç sevindiricidir. Ama ya bir uzmanın yardımı olmadan yapmanız gerekiyorsa ve gerekli araçlar elinizde değilse - boru bükücüsü olmadan bir boruyu kendi başınıza nasıl bükebilirsiniz? Dikkate almak olası seçenekler.
Basit boru bükme yöntemleri
Manuel olarak bükün
Kavisli borular kullanarak karmaşık bir yapı kurmanız gerekiyorsa ve profesyonel bir araç mevcut değilse, umutsuzluğa kapılmayın. İstenilen bükme açısına sahip boşlukları önceden satın almak mümkün olmasa bile, iş için parçaları kendiniz, evde ve minimum aletle yapabilirsiniz.
Nasıl devam edilir? Yapıyı elinizle tutun, sıkıca kavrayın ve yavaş yavaş bükün. Parçaya zarar vermemeye dikkat edin. Sorunsuz, santimetre santimetre, borunun uzunluğu boyunca hareket edin. Manipülasyonu 5-6 yaklaşımda tekrarlamanız gerekir. Örneğin bir alüminyum boruyu bükmek, metal bir ürünle aynı şeyi yapmaktan çok daha kolay olduğundan, manuel çalışma her durumda uygun değildir.
İpucu: Bitirmeye başlamadan önce gereksiz kısım üzerinde pratik yapın. Parçayı deforme etmeyecek veya kırmayacak şekilde yumuşak hareket edin; "yaklaşımların" sayısı yapının çapına ve uzunluğuna bağlıdır.
Boru, boru bükücü olmadan bükülebilir - elle
Manuel yöntem, 16-20 mm çapında borularla çalışırken etkilidir. Daha büyük bir kesim ile süreç uzayacak ve daha zahmetli olacaktır ama bu gerçek.
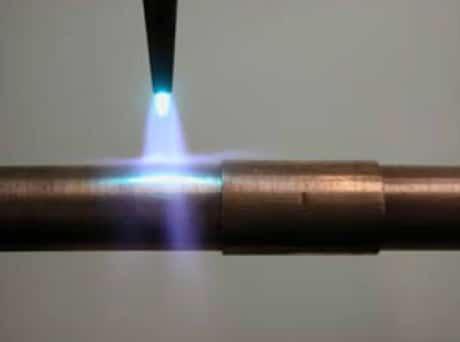
Sıcak yöntemi uyguluyoruz
Alüminyumu anladık, ancak sonucun hayal kırıklığına uğramaması için metal bir boruyu kendi başınıza nasıl bükebilirsiniz? Bir gaz brülörü sorunu çözecektir.
Eylemlerin algoritması:
- Metal parçayı bir mengeneye sabitliyoruz.
- Gelecekteki virajın bölümünü ısıtıyoruz.
- Cüruf göründüğünde, bükmeye devam edin.
İşe ne zaman başlayacağınızı nereden biliyorsunuz?
Malzeme alüminyum ise, borunun yüzeyine bir parça kağıt getirin. Ateşi veya dumanı bir sinyal görevi görecektir. Başka bir metal varsa, ısıtılan alan kırmızıya döner.
Lütfen dikkat: ısıtma yöntemi galvanizli parçalarla çalışmak için uygun değildir - kaplamanın hasar görmesi garanti edilir, kaplama kullanılamaz hale gelir.
Tavsiye: Kare bir boruyu bükülme ve deformasyon olmadan bükmek daha zor olduğundan, güçlü bir kaynak makinesi veya meşale kullanın, çalışmaya başlamadan önce ürünün her tarafını ısıtın.
Isıtma - etkili yöntem boruların güvenli bükülmesi
Dolgu maddeleri kullanıyoruz - kum ve su
Dolgu maddelerinin kullanımı, hem profesyonel bir boruyu hem de alüminyum parçaları bükmenizi sağlar. büyük çap.
Kumla çalışma prensibi:
- yapının içindeki kumu doldururuz, borunun uçlarına tapa koyarız (sıkılığa dikkat edin);
- parçayı bir mengeneye sabitleriz;
- viraj yeri bir havya veya bir gaz meşalesi ile ısıtılır;
- alan ısındığında, yapıyı bir lastik çekiç veya tahta bir tokmakla bükerek, ısıtılmış yüzeye hafifçe vururuz;
- manipülasyonların tamamlanmasından sonra, tapaları çıkarın, boşluklardan kumu çıkarın - her şey hazır.
Kum, boruyu deformasyona ve düzensiz bükülmeye karşı korur.
- Galvanizli parçalar bu şekilde ısıtılmadan bükülür
- Boşlukları sıkıca doldurun, böylece iç kısım ağzına kadar doldurulur.
- Her iki taraftaki kare boruları işleyin - bu, düzensizlikleri önlemeye yardımcı olacaktır.

Kum ve su ile çalışırken boru kapağının sıkılığına dikkat edin.
Suyla çalışma prensibi neredeyse aynıdır - parçaya su dökeriz, tapa koyarız. Bir PVC boruyu veya başka bir malzemeden yapılmış bir ürünü bükmeden önce suyun donmasına izin verin (donmaya maruz bırakın veya buzdolabına koyun). Sıvı donduktan sonra, öteleme hareketleriyle yapıya gerekli bükülme yarıçapını veriyoruz.
Bu prensibe göre, hem bir metal levhayı bir boruya bükebilir (sadece su ve kum kullanmadan) hem de borunun kendisine bir büküm verebilirsiniz.
Boru bükme cihazları
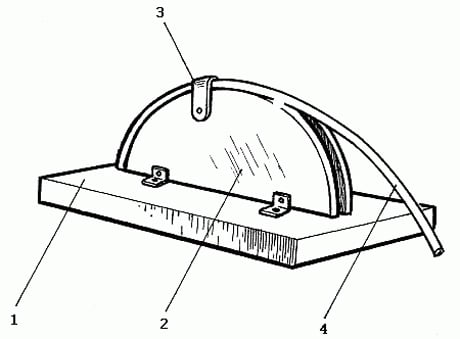
Düzlem paralel plakalar
Isıtma ve soğutma sizin için uygun değilse, düzlem paralel bir plaka kullanın. İlkel ama sorunsuz ve kanıtlanmış bir yöntem.
Plaka, oluklu bükülmüş bir ahşap veya metal boşluktur. 45 mm çapa kadar çelik ve metal-plastik ürünlerle çalışmak için uygundur.
Nasıl çalışır:
- Boruyu düzlem paralel bir plaka üzerinde bir kelepçeye yerleştiriyoruz, sabitliyoruz (kelepçeliyoruz).
- İş parçasının şeklini oluk boyunca tekrarlayarak büküyoruz, çıkarıyoruz.
Hızlı, güvenilir ve düşük maliyetli. Düzlem paralel plakalar kullanmanın dezavantajı, iş parçasının değişmeyen eğriliğidir. Farklı bir eğrilik yarıçapına sahip plakaların kullanılması, sorunun çözülmesine yardımcı olacaktır. verecek ve Çelik yapı.
Yöntemin özelliği, uzunluk sınırlamasıdır, kısa tüplerin şeklinin değiştirilmesi kolaydır ve uzunluğu iş parçasının uzunluğunu aşan yüksek kalitede bir ürünü bükmek imkansızdır.
Düzlem paralel plaka, boruyu kendiniz bükmenin güvenilir ve uygun maliyetli bir yoludur
Spiralli bir boruyu kendi elinizle nasıl bükeceğinizi düşünün veya ürüne 90 ° 'ye kadar bir açı verin.
Metal bir yay, plastik demir dışı metallerden yapılmış parçalarla çalışmak için en iyi şekilde kullanılır. Yay yapının deformasyonunu önler. Boyut seçimi, tüpün iç "çevresine" bağlıdır.
Nasıl devam edilir:
- Yayı parçaya sokun (büküğe kadar yerleştirin).
- Yavaş yavaş dizde bir bükülme uygulayın veya yapıyı bir mengeneye önceden sıkıştırın.
Yay kendi üzerine sıkıştırma/germe ve yük alarak işlemi basitleştirir. Yumuşak, bükülebilir malzemelerle çalışırken orta sertlikte ve küçük çaplı yayları seçin. Önlemler parçaların patlamasını veya patlamasını önleyecektir.
Lütfen dikkat: Çelik yayı borunun içine yerleştirmeden önce uçlarından birine güçlü bir ip veya uzun tel takın. Bu adım, büküldükten sonra yayı çıkarmayı kolaylaştıracaktır.

Metal yaylar, bükülürken boru için bir "çerçeve" görevi görür.
Sert önlemler - kaynak
Metal levhaların ve boruların bükülmesi bir öğütücü kullanılarak gerçekleştirilir. Kaynak, diğer seçenekler nesnel nedenlerle uygun olmadığında sorunu çözen önemli bir yöntemdir. Gerekli araç - kaynak makinesi ve bir öğütücü.
Eylemlerin algoritması:
- Hesaplamalar yapın - ürünün eğrilik yarıçapını tahmin edin (doğruluk için bir çizim çizebilir ve parçalar üzerinde işaretler yapabilirsiniz).
- Uzunluk boyunca bükülmüş kısımda üç enine kesim uygulanır (üç tarafta).
- Ayrıntılar bir bükülme ekler.
- Kesilmiş bölümler kaynaklıdır.
- Borunun kaynak alanındaki bükülmüş ucu, "talaş" ve düzensizlikleri gidermek için taşlanır.
Viraj düzgün, estetik ve dayanıklıdır.
Gördüğünüz gibi, borunun nasıl büküleceği sorusunun cevapları yeterlidir - sorunlarınızı çözmek için uygun yöntemi seçmek zor olmayacaktır. Doğru araca ve arzuya sahip olmak yeterlidir. Ürünün çapını, uzunluğunu ve çalışılacak malzemeyi göz önünde bulundurun.
Yukarıdaki yöntemlerin iki dezavantajı vardır:
- Ürün hasarı, kırılma ve yırtılma olasılığı.
- Evde tek tip bir estetik viraj almak sorunludur.

Kaynak - hızlı yol boruya istenen bükümü verin
Boru bükme işinde beceri ve deneyime sahip değilseniz, kendinizi sıkıntılara karşı sigortalamanın bir yolu vardır - bir profesyoneli çekmek.
Bir uzmanın hizmetlerini kullanma arzusu veya fırsatı yoksa, umutsuzluğa kapılmayın. Etkinliğe başlamadan önce matı dikkatlice inceleyin. parçası, profesyonel inşaatçıların videolarını veya ustalık sınıflarını izleyin (İnternette bol miktarda var).
Video önerileri: metal-plastik bir borunun manuel olarak nasıl büküleceği
Hazırlamak doğru araçlar- ve işe koyul. Cesaret, yolda yürüyen kişi hakim olacak.
Elbette, bir boru hattını monte ederken boruyu belirli bir dereceye kadar bükmenin gerekli olduğu bir durumla karşılaşmışsınızdır.
Bu tür görevler için boru bükücü adı verilen özel bir alet kullanılır. Boru bükücüler çok farklıdır. Metaller, plastikler, çeşitli alaşımlar vb. için tasarlanmıştır.
Bütün bunlar elbette çok iyi, ama ya bir boruyu boru bükücü olmadan bükmeniz gerekirse? Örneğin, bir boru bükücünüz yoksa, ancak işiniz acilse.
Eh, benzer eylemleri kendi ellerinizle gerçekleştirmenin yolları var. Size onlardan bahsedeceğiz.
makalenin içeriği
Proses özellikleri
Aslında oldukça kolay. Sadece bu tür eylemlerin büyük miktarda güç ve enerji gerektirdiği görülüyor. Tabii ki, metal borularla çalışırken hala terlemeniz gerekiyor, ancak bu durumda bile işlem sadece birkaç on dakika sürüyor ve bu da hazırlık çalışmalarını hesaba katıyor.
Ancak sadece boruyu bükmek yeterli değildir. Hasarlı bir numune değil, çalışan bir numune elde etmek için doğru yapmanız gerekir. Boruları kendi ellerimizle bükersek, evde sadece doğaçlama yöntemlerle mümkün olduğundan, hasar görme şansları önemli ölçüde artar.
Mesele şu ki, boru büküldüğünde yapısını değiştirir, doğal olarak deforme olur. Ve deformasyon süreci tahmin edilemez.
Sadece aynı çelikten yapılmış model, sanki sihirli bir şekilde şeklini koruyormuş gibi güzel ve yumuşak bir şekilde bükülüyor.
Aslında, durum böyle değil. Bükülme anında, özellikle yalnızca doğaçlama yöntemlerle çalışıyorsanız, boru duvarları eşit olmayan şekilde deforme olur.
İç duvar bir noktada daha fazla malzeme biriktirir, kalınlaşır, hatta mikroskobik kıvrımlar oluşur. Aksine, dış kısım, mikro çatlakların görünümü ile dolu olan gerilir. Çok hızlı veya ön hazırlık yapmadan bükün - ve hasarı neredeyse kaçınılmaz olacaktır.
Kendinizi nasıl korursunuz?
Bununla birlikte, kendinizi kolayca koruyabilir veya en azından borunun hasar görme olasılığını en aza indirebilirsiniz. Bunun için birkaç hile kullanılır.
İlk olarak, kendi ellerinizle bükerken boru belirli bir sıcaklığa kadar ısıtılır. Bu normaldir, ısınmadan bir segmenti ve hatta bir çelik olanı bükmek son derece zordur. Çok fazla güç ve enerji harcayacaksınız ve sonucun sizi memnun etmesi pek mümkün değil.
Boru yüzeyinin istenilen sıcaklığa ulaşıp ulaşmadığı normal bir kağıt parçası ile kontrol edilir. Kağıt parçası onunla temas ettiğinde için için için için yanmaya başlarsa borunun ısındığına inanılır.

Yöntem, elbette, oldukça beceriksizdir ve yalnızca göreceli sonuçlar verir, ancak ev ödevi için daha fazlası gerekli değildir.
İkinci olarak, boru boşluğuna stabilize edici bir malzeme eklenmelidir. Bu ısınmadan önce yapılır.
Dengeleyici malzeme olarak kumdan yaylara kadar çeşitli seçenekler kullanılmaktadır. Boru her iki taraftan da tıkanır ve sonra çalışmaya başlarlar.
Borunun içinde kum, plastikleştirici görevi görür. Aynı zamanda son derece önemli olan iş parçasının orijinal şeklini korurken malzemenin sarsıntılarda deforme olmasına izin vermez.
Ayrıca, çalışmaya başlamadan önce, deformasyon sürecini basitleştirmek için ahşap veya çelik bir boşluk oluşturmanız gerekir. Çok fazla acı çekmenize ve bir şeyler yaratmanıza gerek yok, sadece doğru malzemeyi seçmeniz gerekiyor.
Örneğin, dik açıyla kendiniz yaparsanız, bir profil borusunun veya bir masanın varlığı yeterlidir.
Bükülme yarıçapı yeterince büyükse, doğru boyutta bir dönüş borusu veya ahşap bir kütük almanız gerekecektir.
Boru malzemesine bağlı olarak farklılıklar
Boru malzemesinin, onunla nasıl etkileşime girdiğimiz üzerinde büyük bir etkisi vardır.
Borular ayrılır:
- metalik;
- Plastik.
Metal borular bir yaklaşım, plastik borular ise başka bir yaklaşım gerektirir. Ek olarak, belirli malzemeler dayanıklılıkları, stabiliteleri, deformasyon ilkeleri vb. Bütün bunlar, özellikle özel bir alet olmadan, yani kendi ellerimizle çalıştığımızda dikkate alınmalıdır.
Metal numunelerle etkileşim
Metal borular evde bükülmesi en zor olanlardır. Bu arada, bunu kendin anlıyorsun.
Metal sünek olmasına rağmen çok dayanıklıdır. El ile, ön hazırlık olmadan, onunla baş edemezsiniz.

Ancak her şeyi önceden düşünürseniz, sonuç kesinlikle sizi memnun edecektir. Ayrıca yumuşak metaller olduğu gibi sert metaller de olduğunu unutmayalım. Demir dışı metaller çoğunlukla yumuşaktır. Onlarla çalışmak daha kolay.
İstenirse genel olarak aynı bakır. Ellerinizle ince bir tane bükmek gerçekten mümkündür, ki bu genellikle tesisatçıların kullandığı şeydir.
Güçlendirilmiş bakır zaten daha güçlüdür, ancak yine de çelik veya iyi alüminyum kadar güçlü değildir.
çalışma süreci
Metal boru bölümlerini kendi ellerimizle bükmemize izin veren bir algoritma düşünün.
İşin aşamaları:
- Aleti hazırlıyoruz, brülörü buluyoruz, kum, tapa vb. topluyoruz.
- Borunun içindeki kumu dolduruyoruz.
- Kapatırız.
- Gaz brülörü ile ısıtıyoruz.
- Isıtma sıcaklığını kontrol ediyoruz. Bir kağıt yaprağı alev aldıysa veya metalle temas ettiğinde için için için için yanmaya başladıysa, her şey yolunda demektir, başlayabilirsiniz.
- Boruyu çalışma pozisyonunda monte ediyoruz.
- Segmenti fiziksel güç kullanarak büküyoruz. Metaller ısıyı iyi ilettiği için bunu eldivenlerle yapmanız önerilir.
- İstenilen açıya ulaşıldığında bir gün boyunca boruyu bırakıyoruz.
Bu kadar. İşi tamamladıktan sonra, sadece bükümün kalitesini kontrol etmek kalır. Ne yazık ki, bu ısıtılmış bir durumda yapılamaz.
Boru tamamen dolana kadar kum doldurulmalıdır. Fişlerin plastik değil çelik alınması tavsiye edilir. Plastik eriyebilir ve çelikle yapışabilir. Elbette korkunç bir şey olmayacak, ancak ekstra bir soruna da ihtiyacımız yok.

Boru eşit şekilde ısıtılır, yani her taraftan dışarıya odaklanarak. Üzerinde en ciddi deformasyonlar gerçekleşecek.
Isıtılmış boru sadece ısıya dayanıklı eldivenlerle bükülebilir. Aksi takdirde, kendinizi yakabilirsiniz. Ve genel olarak, verilen talimatlara göre hareket edecekseniz, kişisel güvenliğe dikkat etmeniz, ekipman giymeniz vb.
Plastik borularla çalışmak
Plastiği bükmek daha kolaydır, bu oldukça açıktır. Çok daha yumuşaktır, çoğu durumda daha fazla plastiktir ve daha hafiftir. Bununla birlikte, plastiğin hoş olmayan bir özelliği vardır: çekme mukavemetine sahiptir. Yani kuvvetlerin aşırı uygulanması durumunda çatlayabilir. Bu dikkate alınmalıdır.
Bir borudaki çatlağın mutlaka parmağınızı sokabileceğiniz büyük bir delik olmadığını unutmayın. Sadece boruda böyle bir çatlağın oluşması büyük bir nimettir çünkü fark edilmesi kolaydır.
Plastikte mikro çatlaklar ve hatta çatlakların temelleri oluştuğunda problemler ortaya çıkar. Görünmezler ve en uygunsuz anda kendilerini ilan etmek için kanatlarda bekleyecekler.
Boru bükücü olmadan boru bükme (video)
Farklı plastik türlerinden yapılmış borular arasındaki farklar
En kolay yol metal-plastik ile çalışmaktır. Bu malzeme bir alüminyum çubuk ve bir plastik alaşımın birleşimidir, çok güçlüdür, ancak aynı zamanda sünektir.
Bükülme süreci, çelik numunelerle etkileşime girerken benzer olandan pratik olarak farklı değildir. Ayrıca, borunun çapı küçükse ısıtılmasına bile gerek yoktur. Sadece elinizle bükebilirsiniz. Ancak yine de, deformasyonun başarılı olması için boşluğunda bir stabilizatörün varlığına dikkat etmeniz gerekir.
Stabilizatör olarak sadece kum kullanılamaz. Tel veya hatta yüksek mukavemetli çelik yay iyi çalışır.
Polipropileni de bükebilirsiniz ama burada çok dikkatli olmanız gerekiyor. Üreticiler bunları kendiniz bükmenizi önermezler. Yine de gerekliyse, bir inşaat saç kurutma makineniz olduğundan emin olun.
Borunun duvarlarını ısıtabilir ve ardından önceden hazırlanmış bir iş parçası üzerinde bükebilirler. Boruyu, kalınlaşmış duvar dirseğin dışında olacak şekilde konumlandırın. Daha sonra segmente zarar verme şansı önemli ölçüde azalır.
İnce plastik borular, öyle görünüyor ki, bükmenin en kolay yolu. Ancak fiziksel etki ile parçalanırlar. Burada hileyi ve aynı ısıl işlemi uygulamanız gerekir.
Bir inşaat saç kurutma makinesi ile boruyu 200 dereceye kadar ısıtıyoruz ve ardından kolayca ve düzgün bir şekilde bükmeye başlıyoruz. Bazı durumlarda plastik o kadar yumuşak olur ki kendi kendine bükülmeye başlar. Ardından, ihtiyacınız olan şekilde yatırın ve sonra düzeltmeye çalışın.
Alçıpan, modern yenilemenin ayrılmaz bir parçası haline geldi. Bundan bitirme malzemesi duvarlar ve tavanlar için çeşitli karmaşık kıvrımlı elemanlar oluşturabilir ve güzel bölmeler toplayabilirsiniz. Ve her yerde, alçıpan levhaların montajı için gerekli çerçevenin ayrılmaz bir parçası olan profilleri bükmeniz gerekecek.
Bu nedenle, "profil nasıl bükülür?" Sorusu çok alakalı kalır. Her şeyi doğru yaparsanız, sonunda tam olarak istediğinizi elde edebilirsiniz.
Günümüzde alçıpandan yapılan yapılar genellikle çeşitli kavisli ve kavisli elemanlar içerir. Özellikle asma tavanları kurarken sıklıkla kullanılırlar. Burada aşağıdaki seçenekleri bulabilirsiniz:
- daireler ve ovaller;
- kareler ve dikdörtgenler;
- çeşitli geometrik şekiller;
- dalgalar, adımlar, çiçekler, güneş ve daha fazlası.
Bunun dışında büküm metalik profil diğer durumlarda gerekli olacaktır:
- kemer montajı. Burada profil bir yay şeklinde bükülmelidir;
- tavanın kıvrımlı elemanları duvara aktığında tek bir duvar ve tavan bileşiminin oluşturulması;
- kavisli elemanlarla nişlerin montajı;
- kıvırcık bir bölümün oluşturulması. Dekoratif olabilir, karmaşık eğriler ve bukleler içerebilir veya basit olabilir.
 Alçıpan kemer
Alçıpan kemer Yukarıdaki durumlardan herhangi birinde, alçıpan montajının belirli bir desene göre devam etmesi için profili bükmek gerekir. Tüm işlemi doğru yaparsanız, daha sonra alçıpan levhaların montajı hızlı ve kolay olacaktır ve sonuç, gözü yıllarca memnun edecektir.
Gördüğünüz gibi, alçıpan kullanılarak yapılan hemen hemen her onarımda, profilleri farklı açılarda bükmek bir taşıma gerekliliğidir.
Alçıpan levhalar için metal çerçeve elemanlarının bükülmesi şemaya göre gerçekleştirilir. Bu nedenle, profili doğru bir şekilde katlamak için ilgili talimatları okumanız gerekir. Aşağıda alıntı yapacağız.
Kat için ne gerekli?
Alçıpan için metal profillerle çalışmak, belirli bir takım alet gerektirir. Metal elemanları bükmek ve üzerlerinde kesim yapmak ve ayrıca kurulumlarını gerçekleştirmek için aşağıdaki araçlara ihtiyacınız olacak:
- Tornavida;
- Tornavida;
- kurşun kalem, şerit metre ve inşaat seviyesi;
- metal ile çalışmak için makas.
Liste gerekli malzemeler bu durum şunları içerecektir:
- metal profiller;
- bağlantı elemanları. Burada kendinden kılavuzlu vidalara ihtiyacınız olacak.
Çalışma sırasında kendinizi korumayı unutmayın. Örneğin ellerinizde yara ve çizik oluşmasını önlemek için koruyucu eldivenlere ihtiyacınız olacaktır. Güvenlik gözlükleri de kullanışlı olabilir.
Elinizin altında bu kadar çok malzeme ve alet varken ve tüm önlemler alınırken profilleri istenilen şekle sokma işlemi en fazla 20 dakikanızı alacaktır.
Başlarken
Şu anda iki ana profil türü vardır: kılavuzlar ve raf.
Not! Alçıpan yapısının büyük kısmını desteklemek için raf kullanıldığından, yalnızca profil kılavuzlarını bükebilirsiniz.
Ayrıca kemerli bir açıklık oluştururken özel bir kemerli profil kullanabilirsiniz.
Hangi çerçeveleme elemanının kullanılacağına bakılmaksızın hepsine büküm yöntemleri uygulanabilir. Profilleri takmadan önce bükmek gerekir.
Dik açılı kesimler nedeniyle elemana büküm verilir. Buradaki açı 90 derece olmalıdır, yani. doğrudan.
Çerçeve elemanının daha fazla kurulumunu hangi parçanın gerçekleştireceğine bağlı olarak, kesimlerin yürütülmesi için iki seçenek vardır:
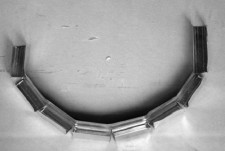
 yan kesim
yan kesim - profilin her iki tarafında 90 derece dik açılı kesim yapılır. Aynı zamanda, elemanın tabanı sağlam kalır, bu da sertleştiricilerin sağlam kalmasını mümkün kılar. Bu yöntem, kemerler, yarım daire biçimli elemanlar veya bir daire yapmak için harikadır;
Not! Bu yöntemi kullanırken, bükülme yarıçapı ne kadar küçük olursa, o kadar sık 90 derecelik bir açıyla kesim yapmanız gerektiğini hatırlamanız gerekir.
- çerçeve elemanının tabanında bir kesi yapılır. Profilin yan kısımlarından birinin kesilmesi de gereklidir. Bu yöntem oval veya dalgalı elemanlar yapmak için kullanılır.
Çoğu zaman, tavanda kıvırcık elemanlar yapılır. Bu nedenle, yalnızca birinci seviyenin çerçevesi monte edildikten ve alçıpan levhalarla kaplandıktan sonra bunları oluşturmaya başlamak gerekir.
Bir bükülme oluşturma prosedürü aşağıdaki gibidir:
 Yan ve taban kesi
Yan ve taban kesi - çerçevenin veya duvar yüzeyinin ilk seviyesine işaretler uygularız (dekoratif rafların imalatında). Bu aşama zorunludur, çünkü karmaşık kıvrımlı öğeleri işaretlemeden yapmak imkansızdır;
- bir kılavuz profili alıp ihtiyacımız olan uzunlukta kısaltıyoruz;
- elemanı kısaltmak için metal makas kullanmanız gerekir;
- daha sonra kesim yöntemine göre 90 derece dik açıyla kesi yapıyoruz. Kesikler birbirine kesinlikle paralel gitmeli, aksi takdirde elemanı bükmek işe yaramaz. Kesi adımı ihtiyaçlarınıza göre değişebilir. Ancak genellikle 5-8 cm'dir;
- bir kıvrılma yapmanız gereken yerlerde veya profilin tüm uzunluğu boyunca kesimler yapıyoruz;
- çentikli profili işaretleme hattına uygularız;
- bundan sonra bitmiş elemanı sabitleyerek yol boyunca büküyoruz. Kendinden kılavuzlu vidalarla sabitlemeniz gerekir. Burada metal bir ürünün keskin kenarlarında kendinizi kesmemeye son derece dikkat etmelisiniz;
- Elemanı sırayla sabitlemeniz ve istenen şekli dikkatlice vermeniz gerekir.
 Kavisli elemanın sabitlenmesi
Kavisli elemanın sabitlenmesi Not! Bir bükülme yapılması gerektiğinde kendinden kılavuzlu vidalar takılır. Bu, nihai tasarıma daha pürüzsüz bir görünüm verecektir.
Kavisli elemanlara sahip bir çerçeve takarken, her profili bir bina seviyesine göre kontrol ettiğinizden emin olun. Tüm çerçeve elemanlarının aynı düzlemde olması gereklidir. ancak bu şekilde yapabilirsin düz yüzey tavan veya duvarlar.
Figürlü elemana daha fazla sertlik ve güç kazandırmak için, içine raf montajlı profiller monte ediyoruz.
Bundan sonra, alçıpan kurulumunu gerçekleştirebilirsiniz. Buradaki ana şey, tek bir tabakadan gelen parçaların tam olarak istenen boyuta kesilmesidir. Hafifçe sığmazlarsa, bir alçıpan bıçağıyla kesilebilirler.
Bu talimata uyarak, herhangi bir metal profili doğru bir şekilde bükebilir ve kesinlikle herhangi bir şekil verebilirsiniz.
Akılda tutulması gerekenler
Böylece elementleri verme prosedürü metal çerçeve gerekli form doğru bir şekilde geçti, bazı kural ve tavsiyelere uymak gerekir, sonuçta, yalnızca böyle bir durumda nihai sonuçtan memnun kalacaksınız:
 Sabitleme levhaları
Sabitleme levhaları - amaca ve boyuta göre farklılık gösteren çeşitli profil türleri vardır. Ne tür bir yapı tasarlamayı planladığınıza bağlı olarak bir çerçeve elemanı seçmeniz gerekir;
- talimatlarda verilen adımları kesinlikle takip edin;
- şekilli elemanlar oluşturmak için iki tür kılavuz kullanabilirsiniz - "UW" ve "UD". Bu elemanların profilli kenarları yoktur. Bu nedenle, yanlarında sorunsuz bir şekilde birkaç kesim yapmak mümkün olacaktır;
- Nadir durumlarda, "CD" profillerinin kullanımına izin verilir. Ancak yalnızca bir yük taşımazlarsa ve küçük figürlü bir elemanın parçasıysalar. Kenarlarını dik açılarla kesmek biraz daha zor olacak;
- eğrisel Çerçeve yapısıçizime uygulanan elemanın parametrelerine uygun olmalıdır;
- alçıpanın kavisli bir profile montajı kendinden kılavuzlu vidalar kullanılarak yapılmalıdır;
- profilin bükülmesi ne kadar büyük olursa, alçıpan kurarken o kadar az adım atılması gerekecektir. Böylece, boşluk oluşmadan, levhaların çerçeveye maksimum şekilde bağlanmasını sağlayacaksınız;
- özellikle profillerde kesim yapmak için doğru aletleri kullanın. Bu şekilde el yaralanmalarını önleyecek ve tüm iş hacmiyle hızlı bir şekilde başa çıkacaksınız.
Bu kurallara uyarak, evinize yeni, orijinal bir görünüm kazandıran benzersiz kıvırcık alçıpan elemanlarını evde kolayca oluşturabilirsiniz.
Gördüğünüz gibi, metal çerçeve elemanlarının bükülmesinde karmaşık bir şey yok. şekillendirme süreci alçıpan levhalar profillerden çok daha zor. Sadece yukarıdaki talimatların tüm noktalarını tam olarak takip etmeniz gerekiyor ve sonuç harika olacak!
Alçıpan profilleri kullanarak kendiniz bir sera nasıl yapılır?
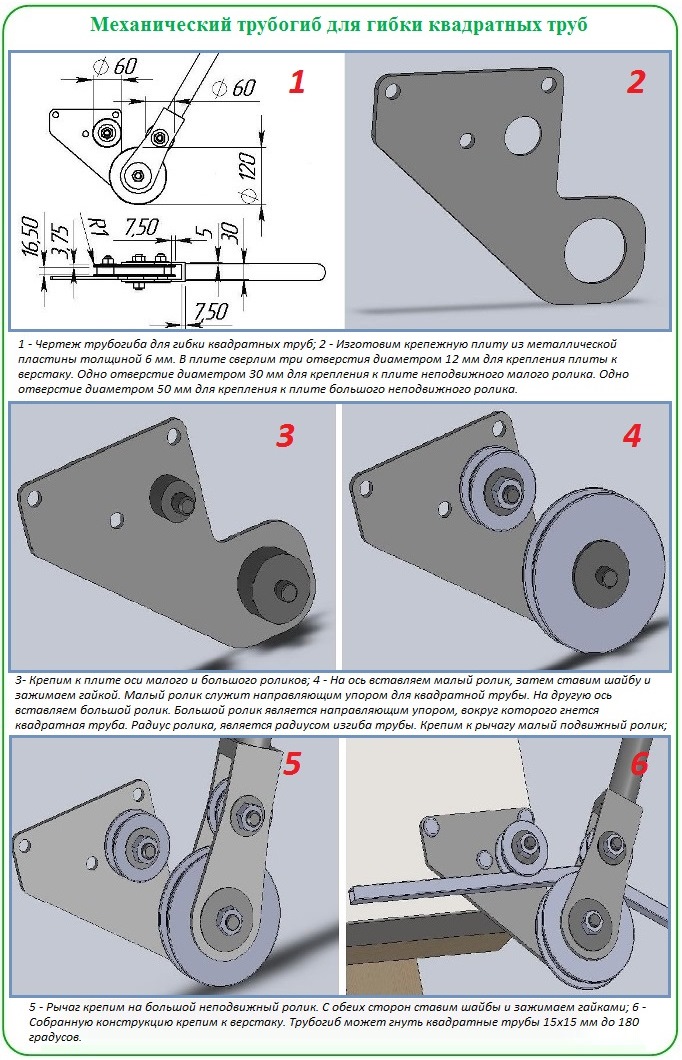
Profil borusu kesildi, ancak bükülmesi gerekli hale geldi (örneğin, Metal boru sera gölgelik veya gölgelik çerçevesinin yapımında kullanılır). Özel bir cihaz yardımcı olacaktır (profil bükme için profil bükme makinesi). Elinizde değilse, bir kaynak ünitesi ve bir öğütücü ile yapabilirsiniz.
İpucu: "Bükme boruları yuvarlak bölüm geleneksel bir boru bükücü ile gerçekleştirilir (silindir ve pabucun bükülmesinin yuvarlak şekli), kare profilin bükülmesine sadece bir rulo şekillendirme makinesi yardımcı olacaktır. Aksi takdirde profil zarar görebilir (düzleşme, çatlak veya kırılma görülür).
Profil boru bükme- hem fiziksel hem de zihinsel çaba gerektiren oldukça karmaşık bir süreç (ekipmanı kurmak, çabayı kalibre etmek ve sonucu izlemek).
Boruyu bükmek için özel cihazlara ihtiyaç vardır ve ısıtılması gerekir.
Hangi agregalar operasyonu kolaylaştırabilir?
Bükülmeye izin veren çeşitli cihazlar geliştirilmiştir (üretilmiştir). şekilli tüp:
- manuel profil bükücüler (kesiti 40 mm ile sınırlı olan metal ürünlerle çalışırken kullanılır);
- elektrikli modeller.
İlk durumda, cihazlar oldukça kompakttır, ancak seri üretimde etkisizdirler. Profesyonel bir enstrümanla rekabet edemez çünkü:
- performans göstergeleri yeterince yüksek değil;
- özelleştirilmelidir.
Ünite, seçimi sadece profil borusunun boyutlarından değil, aynı zamanda bölümden de etkilenen değiştirilebilir silindirlerle donatılmıştır.
İpucu: "Manuel değişiklikler, az sayıda profili bükmek için tasarlanmıştır."
Benzerleri, istenen bükülme açısının elde edilmesi mümkün olmadan önce borunun birkaç kez sürüleceği şekilde düzenlenmiştir. Ek olarak, çalışma sürecinde merkezi silindiri kademeli olarak indirmeniz gerekir (büküm manuel olarak yapılır). Yan silindirlerin hareketsizliği nedeniyle bükülme meydana gelir.
Elektrikli profil bükme, 1 ° hatayla profil parçalarının yüksek bükülme doğruluğunun elde edilmesini sağlar (açı, elektronik veya mekanik olarak ayarlanır).
Elektrikli boru bükücü, artan üretkenliği garanti eder, ancak ağırdır, ayrıca maliyeti oldukça yüksektir.
Şekillendirilmiş boruları bükmenin alternatif yolları
Bükme kalitesinden ödün vermemek için boru bükücüsü olmadan bir boruyu bükmek mümkün müdür? Birkaç alternatif var.
Bulgar + kaynak makinesi
Tavsiye: "Kaynak işi yaparken güvenlik önlemlerini almayı unutmamalısınız."
Bir kaynak ünitesi ve bir öğütücü ile donatılmış, profil borusunu bükebilirsiniz. Bunu yapmak için aşağıdakileri yapmanız gerekir:
- bir diyagram çizin ve bükülme yarıçapını (yuvarlama) hesaplayın;
- bükülmüş bölüm boyunca eşit aralıklarla yerleştirilmiş üç noktada tek tip kesimler yapın (bir öğütücü kullanılır);
- profili bir mengeneye sıkıştırın;
- belirli (minimum) bir kuvvet uygulayarak boruyu istenilen yönde bükün;
- kesimleri kaynak ekipmanı kullanarak kaynaklayın;
- kaynaklı dikişi zımparalayın (önceden işlenmiş).
Boş ve kum

Boruları bükmek için özel aletler var
Boruyu, örneğin ısıtılmış malzemenin plastisitesi gibi bir özelliği kullanarak başka bir şekilde bükebilirsiniz. Bu durumda ürün deformasyon yerinde kalsine edilir (metal kırmızı olana kadar ısınır). Ama burada da bazı incelikler var.
Tavsiye: "Deforme olmuş metalin katlanarak katlanmasını önlemek için, borunun iç boşluğuna kum dökmeniz ve her iki uca da tıkaç sürmeniz önerilir."
Adım adım kılavuz aşağıdaki adımlardan oluşur:
- kum hazırlayın (eleyin ve kurulayın);
- ürünün bir ucunu tahta bir takozla çekiçleyerek kapatın;
- kum ekleyin ve parçanın ikinci ucunu tıkayın;
- bir ucu iki pim arasına sabitleyin;
- boruyu ısıtın ve profili özel bir kalibrede bükmeye başlayın (uygun çapta metal veya ahşap boşluk);
- tıkaçları çıkarın ve kum dökün.
Basınç uygulandığında sıkıştırılan serbest akışlı bir madde olan kum kullanılmadan böyle bir işlemin uygulanması imkansız olacaktır. Kum, bükülmede preslenir ve ortaya çıkan basıncı (iç stres) metal ürünün duvarlarına aktarır, bu, borunun ezilmediği (katlanma oluşmadığı) anlamına gelir.
Profil bakırdan yapılmışsa, esnek ve ön ısıtmasız olduğu için teknoloji büyük ölçüde basitleştirilmiştir.
Böyle egzotik bir yöntemin özü:
- fişi bir uca takın;
- su dökün ve ikinci ucu takın;
- sıvı tamamen donana kadar bir dondurucuya yerleştirerek veya dışarıya (kışın) alarak soğutun;
- bakır profili önceden hazırlanmış bir kalibrede bükün.
İpucu: "Bir pirinç profili aynı şekilde bükebilirsiniz."
Hidroformingin etkisi, paslanmaz çelik bir profil bükülürken de kullanılır, ancak burada sıvının kapalı bir alanda oluşturduğu basıncı sürekli olarak kontrol etmek gerekir.
Kare yaylı boru bükme
Böyle bir teknikte, bükülmüş boruya kolayca sokulması gereken özel olarak seçilmiş bir yay kullanılır (kesitin şekli profilin şekliyle örtüşür, ancak bölüm 1,5 ... 2 mm daha küçüktür). Üretimi (sarımı) için çelik tel kullanılır (kalınlık, ürünün duvarlarına bağlıdır ve 1 ... 4 mm'ye eşittir).
Yöntemin özü aşağıdaki gibidir:
- profilin içine kare bir yay yerleştirin;
- bükümün yerini belirleyin ve ısıtın (bir havya kullanabilirsiniz);
- profili metal pimler (bir yayda yere dövülmüş) veya özel bir ölçü üzerinde bükün.
Tavsiye: "Kendinizi yakmamak için kene ve koruyucu eldiven kullanmanız gerekir."
Profili özel ekipman kullanmadan bükmek mümkündür, ancak aşağıdakileri içeren bir takım dezavantajlar vardır:
- sürecin süresi ve karmaşıklığı;
- bükme kalitesi garanti edilmez.
Ancak, inşa edilen yapının gücünü etkileyen fabrikasyon çerçevenin kalitesidir.
Kare veya dikdörtgen kesitli sera çerçevesi, güvenilirliği ve dayanıklılığı ile dikkat çekiyor. Çok güçlü bir metal yapı, maksimum ışığın geçmesine izin verir, çünkü rafları, destekleri, bağları ahşap rakiplerine göre çok daha incedir. Metal üretilebilirlik açısından daha düşüktür. Nüansları bilmeden, düz bir boşluktan bir kapı için kemerli bir yay veya çerçeve yapmak zordur. çünkü bu komplikasyonlar Metal tabanlı "yeşil evler" tamamen boşuna satın almayı tercih ediyor. Bununla birlikte, bir sera için bir profil borusunun nasıl büküleceğini gerçekten anlarsanız, kendi ellerinizle düşük maliyetli, ucuz bir kemerli yapı oluşturabilirsiniz.
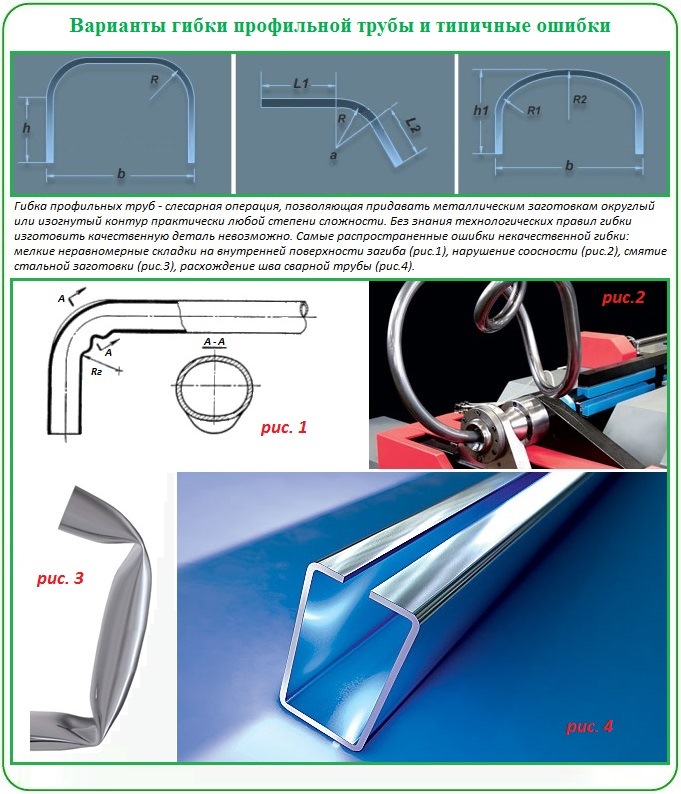
Profil boru haddelemenin bükülmesinin özü ve sorunları
Metal ürünlerin enine kesit şeklinden bağımsız olarak bükülmesi, onlara kısmi veya tam düzgün kavisli bir konfigürasyon kazandırmaktan ibarettir. Yaygın çilingir prosedürlerinden biri, ya tek başına basınç altında ya da bükülmüş bölümün ısıtılmasıyla birlikte basınç altında gerçekleştirilir. Bu sırada, sıkıştırma kuvvetleri içeri dış duvar boyunca iş parçası ve çekme kuvvetleri. Komplikasyonlar şunlardır:
- şekil değiştirme sürecindeki malzeme, bölümlerin hizasını kaybedebilir, yani. bükülmüş iş parçasının parçaları tek bir düzlemde bulunmayacaktır;
- bükme bölümündeki gerilmiş dış duvar darbeye dayanamayabilir ve patlamaya müsaittir;
- sıkıştırılabilir iç duvar, eşit olarak büzülmek yerine, oluk benzeri kıvrımlar halinde katlanabilir.
Profil bükmenin inceliklerini bilmeden, ürünü basitçe ezme, iş parçasını bozma riski vardır. Ama pervasızlık bizim tarzımız değil! Üstelik maddi kayıplar eşlik ediyorsa. Rasyonel ekonominin görkemi için, "demir" malzemenin profilinin ve özelliklerinin tüm kaprislerini dikkate alacağız. Kesitin boyutlarını, profil borunun duvarlarının kalınlığını, gerekli bükülme yarıçapını ve çelik alaşımının esnekliğini unutmayalım. Belirtilen parametrelere odaklanarak doğru teknolojik yolu seçeceğiz - bu aynı zamanda bir bükme yöntemidir.
Profil özelliklerini neden bilmem gerekiyor?
Standarttan profil boru haddeleme yuvarlak seçenek kare, oval, dikdörtgen veya düz oval olabilen kesit şeklinde farklılık gösterir. GOST R'nin 54157-2010 sayılı yönetmeliğine göre yuvarlak ürün de profil ürünleri listesinde yer almaktadır. Bununla birlikte, sera yapımında kare ve dikdörtgen kesitli ürünler en sık kullanılır, çünkü düz duvarlarına bir kaplama yapıştırmak daha kolaydır.
Çeşitli ulusal ekonomik ihtiyaçlar için çok çeşitli ebatlarda ürünler üretilmektedir. Konfigürasyon ve kesit alanında ve doğal olarak duvar kalınlığında farklılık gösterir. Boyut seti plastik olasılıkları belirler. Üzerinde profesyonel dil bunlara izin verilen minimum eğrilik yarıçapı denir. Bu nedenle, çerçeve için bir iş parçasının nasıl yapıldığını bilmeden önce, iş parçasının en küçük düz yuvarlak deformasyon yarıçapının ne kadar zarar görmeden "hayatta kalabileceğini" bulmanız gerekir.
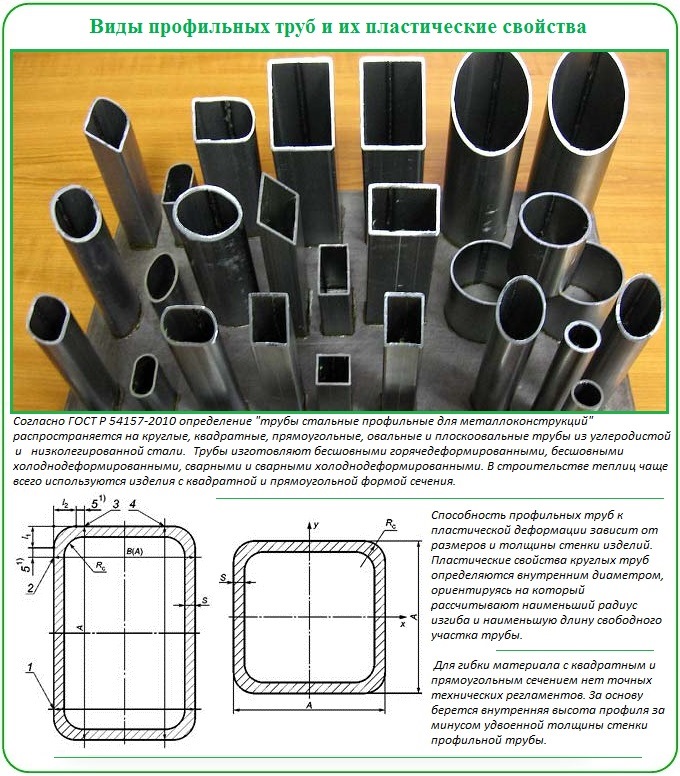
Bir kare veya dikdörtgen profilin izin verilen minimum bükülme yarıçapını belirlemek için h yüksekliğine ihtiyacımız var, çünkü:
- 20 mm'ye kadar profil yüksekliğine sahip ürünler, 2,5 × h veya daha uzun bir kesitte bükme yapılırsa, uygun olmayan evlilik kategorisine girmeden bükülecektir;
- 20 mm'den fazla profil yüksekliğine sahip haddelenmiş borular, 3,5 × h ve daha uzun bir bölümde kayıpsız deformasyona dayanacaktır.
Havalandırma veya kapılar için raflar, raflar ve çerçeveler yapmayı düşünenler için belirtilen sınırlar gereklidir. Duvar kalınlığı da sınırlamalar alanında ayarlamalar yapar. 2 mm kalınlığa kadar ince duvarlı geniş boruların bükülmesi genellikle önerilmez. Kaynak kullanmak daha iyidir.
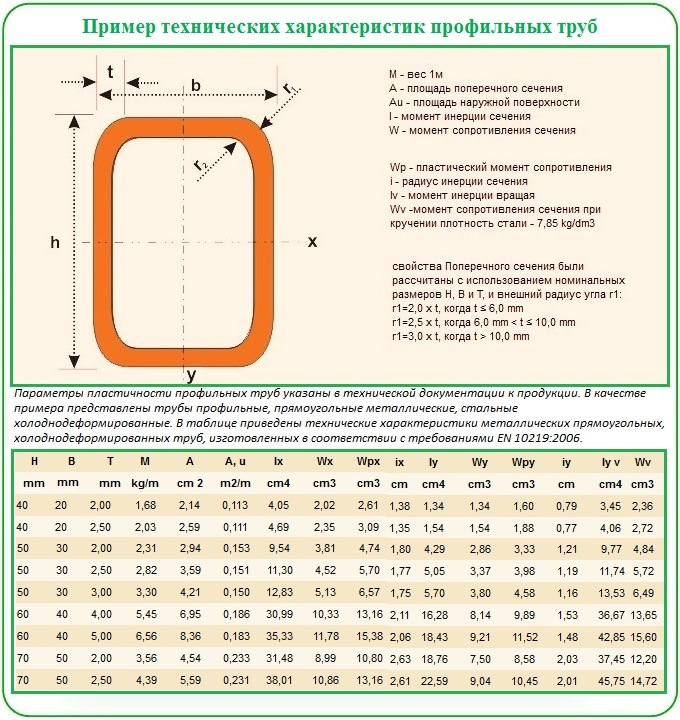
Ark yapmaya karar veren ev ustalarının, sıradan karbon veya düşük alaşımlı çelik alaşımlarından yapılmış günlük yaşamda kullanılan ürünlerin, onlara çaba gösterdikten sonra biraz "yaylanma" eğiliminde olduğunu dikkate almaları gerekir. Eski hallerine dönmeye çalışıyor gibiler. Bu nedenle, acemi bir çilingir kendi elleriyle tüm yayların bükülmesini tamamladıktan sonra, işlemeyi tekrarlaması ve kemerleri şablona göre yeniden takması gerekecektir. Başlangıçta plastik direnç momentinin Wp değerinin dikkate alınması arzu edilir. Genellikle satılan yapı malzemesinin belgelerinde belirtilir. An ne kadar küçükse, uydurma ile o kadar az uğraşılır.
Bükme yöntemleri ve özellikleri
Profil boru haddeleme hem soğuk hem de sıcak durumda bükülür. Bir gaz brülörü ile ısıtma, sünekliği belirgin şekilde artıracaktır. Bununla birlikte, küçük kesitli bir malzeme, gereksiz sıcaklık etkileri olmadan mükemmel bir şekilde bükülür, çünkü ince borular oldukça plastiktir ve kendilerine uygulanan kuvvete daha kolay uyum sağlar.
Bükme için ısı kullanımına ilişkin kesin kurallar yoktur. Standartlar, alevin işlenmiş alana Ø 100 mm veya daha fazla maruz kalması gerektiğine göre sadece yuvarlak çubukların boyutlarını gösterir. kare ile ve dikdörtgen şekiller her şey biraz farklı oluyor. Ustaların deneyimlerine dayanarak:
- 10 mm'ye kadar profil yüksekliğinde iş parçaları açık bir şekilde soğuk bükülür;
- profil yüksekliği 40 mm veya daha fazla olan borular ısıtma ile bükülür.
Evde 10 ila 40 mm arasında bir yüksekliğe sahip bir profili bükmenin ne kadar basit ve kolay olduğuna, sanatçının kendi başına karar vermesi gerekecek. Ustanın cephaneliğinde bir profil bükme varsa, yardımı ile ısıtmadan kemerli bir yuvarlama oluşturabilirsiniz. Cihaz yok, gücünüzü önceden test etmek daha iyidir. Bunu yapmak için, malzemenin bir ucunu bir mengeneye sıkıştırmanız gerekir. Diğer ucuna profil yüksekliğinden daha büyük bir boru takın ve bu şekilde büyütülen "omuz"u çekin. Çalışırsa, ısıtın donanım hiç bir anlamı yok.
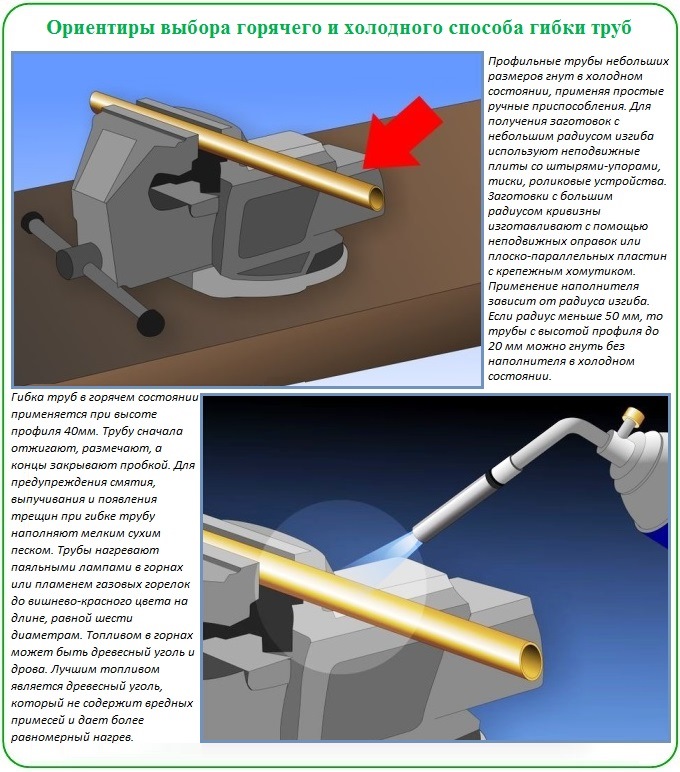
Seçenek # 1 - ısıtma ile bükme
Akmayan malzemeyi daha önce kumla doldurduktan sonra sıcak yöntemle deforme edeceğiz. Böylece işleme kalitesi artacak ve katlamanın tekdüzeliği sağlanacaktır. Sıcak iş için branda eldivenleri stoklayalım ve başlayalım:
- kereste veya kütük artıklarından, uzunluğu tabanın genişliğinin 10 katı olması gereken iki piramidal tapa yapacağız. Her ev yapımı tıpanın taban alanı, tıkaması gereken kare veya dikdörtgen delikten neredeyse 2 kat daha büyük olmalıdır;
- Fişlerin nasıl "oturacağını" deneyelim, sonra bunlardan birinde dört taraftaki uzunlamasına olukları seçeceğiz. Dolgu ısıtıldığında biriken gazı serbest bırakmak için gereklidirler;
- iş parçasını gelecekteki katlama alanında önceden tavlayın;
- dolguyu hazırlayalım. Bunun için orta taneli temiz inşaat kumu alacağız. Toplu yapı malzemelerinin yokluğunda, çocukların kum havuzundan gelen kumu kullanacağız. Ambalajdaki çakıl ve kaya balıklarını temizlemek için önce 2 veya 2,5 mm gözenekli bir elekten eliyoruz. Boru yüzeyindeki büyük kapanımlar gereksiz rahatlama oluşturabilir. Sonra elenmiş kütleyi tekrar “geçiririz”, ancak bu sefer 0,7 mm gözenekli ince bir elekten geçeriz, böylece tozlu parçacıklar ısıtıldığında sinter olmaz. Eylemlerin sonundaki dolgunun yanı sıra tüm gösterimler sandbox'a iade edilecektir;
- dolguyu 150 ° C sıcaklıkta kalsine edin;
- bir ucunda, gazları boşaltmak için hiçbir kanalın bulunmadığı tahta bir tıpa ile döveceğiz. Diğer uca bir huni takın. Boyuta bağlı olarak, iş parçasını zemine açılı veya dik olarak yerleştireceğiz. Dolguyu huniden kısımlar halinde dökeceğiz. Kumun sıkışması için ürünün duvarlarına aşağıdan yukarıya doğru tahta veya lastik bir tokmakla periyodik olarak vurun. Donuk bir ses, yeterli sıkıştırmanın bir işareti olacaktır;
- doldurulmuş boşluğu ikinci bir tapa ile kapatın;
- iş parçasındaki ısıtma bölümünü tebeşirle işaretleyin;
- iş parçasını ya şablonlu bir mengeneye ya da bir kelepçeye sabitleriz. Malzemeyi kaynaklı bağlantı yan tarafta olacak şekilde kaynak dikişi ile monte edin. Dikiş boyunca gerilmek veya sıkmak istenmez;
- işaretli alanı kırmızı sıcakta ısıtın ve iş parçasına gereken şekli dikkatlice verin. Kesinlikle yatay veya dikey bir düzlemde ileri, keskin olmayan bir hareketle tek adımda büküyoruz;
- soğuduktan sonra sonucu şablonla karşılaştırın. Her şey yolundaysa, mantarları nakavt edin veya yakın ve kumu dökün.
Tarif edilen yöntem, tek köşeli kıvrımların oluşumu için iyidir, çünkü boruların birkaç kez ısıtılması şiddetle tavsiye edilmez. Metal, tekrarlanan termal şoktan gücünü kaybeder. Bununla birlikte, yuvarlak bir kemer oluştururken, tekrarlanan ısıtma kaçınılmazdır. Sonuçta, işi tek seferde yapmak gerçekçi değildir ve hafif kiraz rengine soğutulur, yani. 800 ° C'ye kadar, iş parçası kolayca patlayabilir.

Seçenek # 2 - soğuk yöntem
Profilli çeliğin soğuk plastik deformasyonu dolgulu veya dolgusuz olarak yapılır. Profil yüksekliği 10 mm'ye kadar olan malzeme dolgu gerektirmez. Daha kalın bir boru en iyi şekilde kum veya reçine ile doldurulur. Kum dolgu maddesine bir alternatif, boyutları işleme alanındaki boşluğa sıkıca oturmasını sağlayacak, sıkıca sarılmış bir yay olacaktır. Yaylı rondela, büküm noktalarında profil kesitinde keskin bir değişimi önleyecektir.

Evde "soğuk" bükebilirsiniz:
- bükme plakaları, mengene ve mandrel gibi en basit cihazları manuel olarak kullanarak;
- mobil profil bükücü kullanımı ile - manuel boru bükücünün geliştirilmiş bir analogu. Profil bükme cihazı, yuvarlak boruları bükme cihazından yalnızca çalışma silindiri girintisinin şekli ile farklıdır;
- Elle yapılabilen veya hazır olarak satın alınabilen ev yapımı veya fabrika rulo şekillendirme makinesinde yuvarlanarak.
Bir kerelik bir sera inşaatı için gerekliyse, bükme mekanizasyonunun teknik araçlarını kiralamak daha makul ve karlıdır. Gelecekte, akrabalar ve komşular için seraların inşası veya güzel bir metal çitin inşası, örneğin, kendi bükme makinenizi almak için bir neden varsa.
Bükme cihazları ve makineleri
Bükme cihazları ve üniteleri ailesinde, değişen derecelerde teknik karmaşıklığın temsilcileri vardır. Başlamak için, bir profil borusunu özel ekipman kullanmadan nasıl ve hangi yollarla bükmenin mümkün olduğu sorusuyla şaşkına dönenler için araçları düşünün. Ardından ev yapımı haddeleme tesislerine geçiyoruz.
En basit cihazların çeşitleri
Soğuk deformasyon için temel "yardımcıların" kullanımı, malzemenin boyutuna göre düzenlenir:
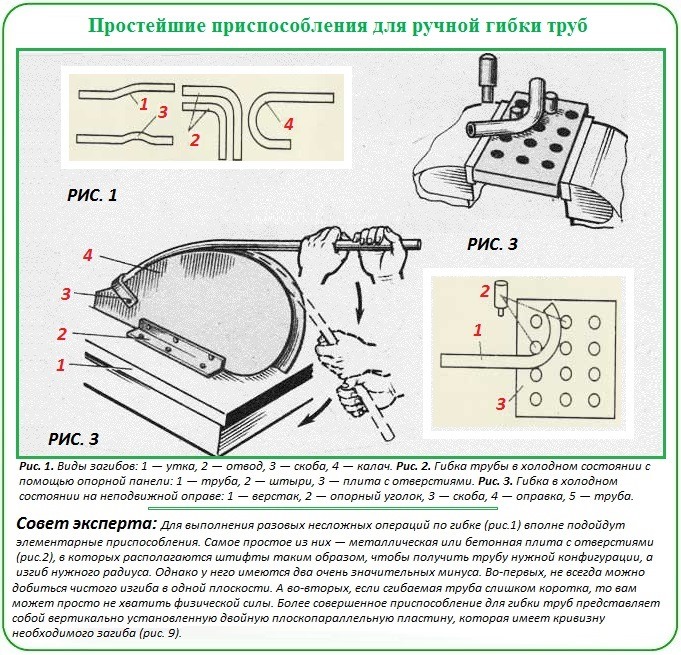
- profil yüksekliği 10 mm'ye kadar olan ince haddelenmiş borular, delikli yatay bir plaka kullanılarak bükülür. Metal pimler, deliklere sağlam bir şekilde yerleştirilmiştir ve durma rolünü oynar. Ürünü, bükülme yarıçapına göre deliklere takılan dayanakların arasına yerleştirerek bükün. İş parçasının ortasından başlarlar ve yavaş yavaş kenarlara doğru hareket ederler. Yöntemin dezavantajları, önemli ölçüde kas eforunun uygulanması ve oldukça düşük deformasyon doğruluğu;
- 25 mm'ye kadar profil yüksekliğine sahip borular, Volnov makinesi prensibi ile çalışan silindir cihazları kullanılarak bükülür. Metal iş parçası bir mengeneye sıkıca sabitlenir ve iş parçasına bir silindir aracılığıyla fiziksel bir kuvvet uygulanır. Bükme, önceki duruma göre daha verimli ve daha düzgün bir şekilde gerçekleştirilir. Ancak sanatçıdan, benzetme yoluyla, dikkate değer çabalar gerekecektir.
Kemerli bir çerçeve için yaylar gibi geniş bir eğrilik yarıçapına sahip bir büküm oluşturmak için, iş parçasını sabitlemek için kelepçeli sabit yuvarlak şablonlar kullanılır. Bu cihazlar düzlem-paralel plakalar kategorisine aittir. İş parçası, boyutları borunun boyutlarına eşit olan bir oluğa zorla "yerleştirilir". Mandrel vasıtasıyla elle bükülen boru, önceden belirlenmiş bir kontur şeklini alır.
Yükseltilmiş bükme plakası
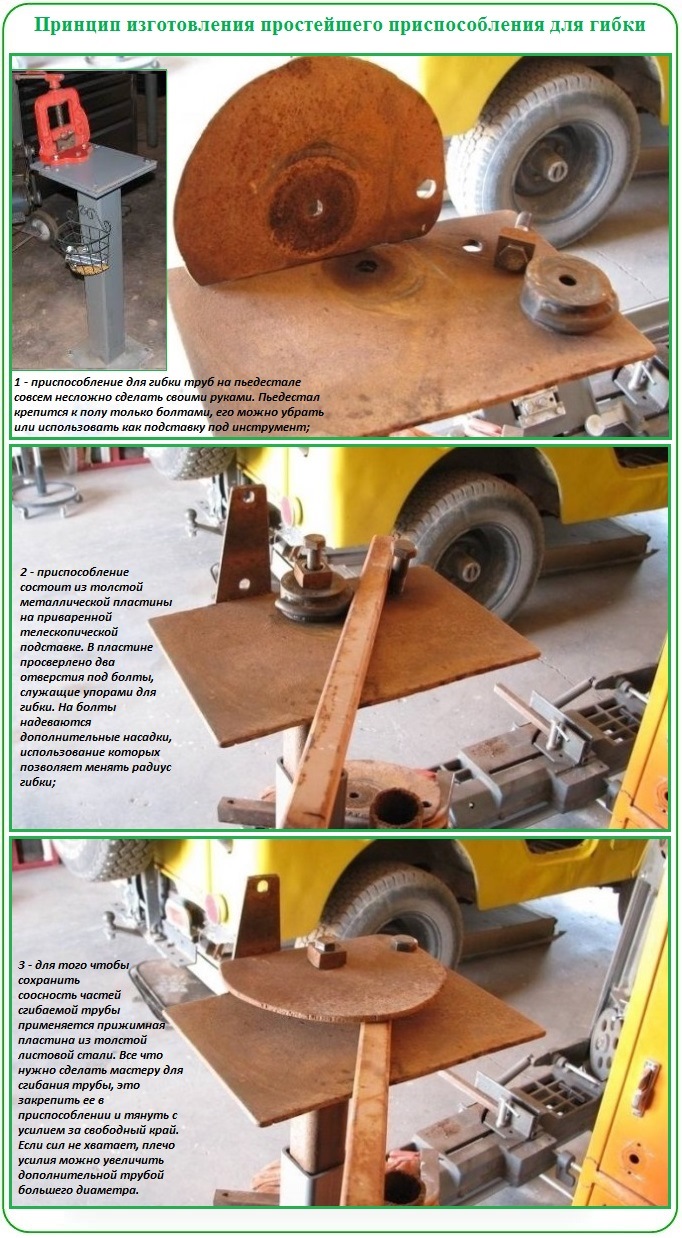
Bir ev çilingir fiziksel güçten yoksun değilse, kendi ihtiyaçları için bir profil borusunun oldukça zahmetli bir deformasyonu için basit bir araca ihtiyacı olacaktır. Çalışma masasına veya tezgaha kelepçelerle tutturulmuş bir panel şeklinde yapılabilir. Fotoğrafta gösterilen durumda, bükme plakası metal bir kaideye kaynaklanmıştır, ancak dört cıvata ile vidalanmıştır. beton zemin atölye. İşin tamamlanmasından sonra cihazı çıkarmak için cıvataları sökmek yeterli olacaktır. Sökme işleminden sonra, hiçbir sabitleme pimi kalmaz veya zemin yüzeyinin üzerinde yükselmez, bu da hiçbir şeyin harekete engel olmayacağı ve travmatik tehditler oluşturmayacağı anlamına gelir.
Çalışma düzlemini üretme prensibi son derece basittir:
- Bükme plakası, kalın sacdan kesilmiş bir paneldir.
- Panel, bir kaide direğine teleskopik kurallara göre monte edilen bir profil boruya kaynaklanır.
- Çalışma düzleminde, stoper olan cıvatalar için iki delik açılmıştır.
- Bükülme yarıçapı, cıvatalardan birine uygun boyutta bir nozul takılarak ayarlanır.
- Bükülmeye bitişik bölümlerin hizasını korumak için, iş parçasının üzerine cıvatalarla sabitlenmiş bir metal plaka yerleştirilmiştir.
Kaide çok fonksiyonludur. Sahibi, etkileyici sayıda sıhhi tesisat işlemi gerçekleştirmek için minyatür bir tezgah olarak kullanma fırsatına sahiptir.
Profil borusunu bükmek için mandrel
Yöntem, duvar yüksekliği 25 mm'ye kadar olan ürünler için uygundur. Ustabaşı, büyük bir çalışma tezgahına ve çalışma alanı çevresinde önemli miktarda boş alana ihtiyaç duyacaktır. Tezgahın bir kenarı, mandreli sabitlemek ve boruyu tutan parçanın en uygun konumunu seçmek için sık aralıklarla deliklerle delinmiştir. Yaklaşan plastik deformasyon için şablon kalın kontrplaktan kesilir. Doğru, kontrplak mandreli sadece bir kerelik bükme prosedürleri için uygundur. Yapılması gereken çok fazla büküm işi varsa, mandrelleri çelik bir köşeden kaynaklamak daha iyidir.

Manuel profil oluşturucuyu kullanma
Önemli hacimlerde deformasyon çalışması mekanizasyon gerektirir. Bükülmüş parçaların seri üretimi, sanatçıdan çok fazla sağlık alacaktır. Bükmeyi kolaylaştırmak için çizime göre bir makine yapılması tavsiye edilir. Esas olarak büyük boyutlu iş parçalarıyla çalışmak için kullanılırlar. El tipi ünitenin ana çalışma gövdeleri, ikisi hareketsiz sabitlenmiş üç rulodur. Üçüncü hareketli merdanenin konumunun değiştirilmesi, bükülme açısını belirler.
Yukarıdaki yöntemler kabul edilemezse, seranın gelecekteki sahibinin iki seçeneği vardır - manuel kurulum kiralamak veya yuvarlak parçaların imalatını sipariş etmek. İş parçasının deformasyon süreci video ile gösterildi: bir profil boruyu bükmenin nasıl daha kolay olduğu - tekrarlanan haddeleme veya fiziksel darbe ile karar vermek sanatçıya kalmış.
Elle çalışırken şekilli boruları bükme kurallarına uymak ve ani hareketler yapmamak önemlidir. Haddelenmiş ürünün dış ve iç kısmındaki deformasyonun homojenliğini izlemek gerekir. Ancak kıvrımın iç yüzeyindeki küçük kıvrımlar için çok üzülmemelisiniz: bunlar çekiç darbeleriyle düzeltilebilir. Çalışmaya başlamadan önce, doğrulama ve projeye uygun bir sonuç elde etmek için tel, sunta veya alçıpandan şablonlar yapmak gerekir.